

Deprecated: Function eregi() is deprecated in /home/h101150-2/siemens71.ru/docs/new/cat.php on line 184
Ускорении с ограничением рывка
Чтобы достичь на станке оптимального характера ускорения при одновременном снижении нагрузки на механику, в
программе обработки детали выбрав функцию SOFT можно выбрать непрерывные кривые ускорения с ограничением рывка.
При «Ускорении с ограничением рывка» увеличение/снижение скорости производится по S-образной траектории.
Защита доступа
|
Ступень защиты |
Способ |
Пользователь |
Доступ к (примеры) |
|---|---|---|---|
|
0 |
Пароль |
Siemens |
Все функции, программы, данные |
|
1 |
Пароль |
Производитель станка: |
Определенные функции, программы и данные (опции) |
|
2 |
Пароль |
Производитель станка: инженер |
Определенные функции, программы и данные, (машинные данные) |
|
3 |
Пароль |
Конечный пользователь: сервис |
Приписанные функции, программы и данные |
|
4 |
Красный ключ повернут в позицию 3 |
Конечный пользователь: |
< Ступень защиты 0-3 |
|
5 |
Зеленый ключ |
Конечный пользователь: |
< Ступень защиты 0-3 |
|
6 |
Черный ключ |
Конечный пользователь: |
Только выбор программы, ввод изношенности инструмента и ввод смещений нулевой точки. |
|
7 |
Позиция 0 |
Конечный пользователь: |
Выбор программы и ввод невозможен, обслуживается только станочная панель |
Доступ к программам, данным и функциям ориентирован на пользователя и защищен 8 иерархическими ступенями доступа.
Они разделены на 4 ступени пароля (ступень защиты 0-3) для Siemens, производителя станка и конечного пользователя.
Тем самым, при системах SINUMERIK Вы можете располагать многоступенчатой концепцией для регулирования прав доступа. Ступень защиты 0 обладает самым высоким, а ступень защиты 7 — самым низким правом доступа. Высокая ступень защиты автоматически включает в себя низшую ступень.
Права доступа для ступеней 1-3 задаются Siemens по умолчанию.
Права доступа для ступеней 4-7 могут изменяться производителем станка или конечным пользователем.
Близкая к детали система действительных значений
Под обозначением «Близкая к детали система действительных значений» понимают функции, которые Вам, как пользователю SINUMERIK, дают возможность:
- после запуска системы, без дополнительных управляющих действий, перейти на систему координат детали, определенную через машинные данные, в режимах работы JOG или AUTО
- сохранить по окончании управляющей программы для следующей программы обработки деталей действительные настройки относительно активной плоскости, настраиваемых фреймов (G54-G59), кинематических трансформаций и активной коррекции инструмента
- действиями управления чередовать на ПЛК систему координат детали WCS и систему координат станка MCS
- изменять систему координатн детали через управление (например, изменение настраиваемых фреймов или коррекции инструментов)
Аварийные и вспомогательные сообщения
Все «Аварийные и вспомогательные сообщения» индицируются на панели управления открытым текстом и с cоответствующими символами для критерия устранения. Аварийные тексты сбрасываются на систему управления.
«Аварийные и вспомогательные сообщения» станка могут индицироваться пояснительным текстом с активированием через программу PLC. Происходит различие между рабочими сообщениями и сообщениями об ошибке. Если при рабочих сообщениях показание сразу же гасится при становящимся неактивным условием, то сообщения об ошибке требуют действий подтверждения.
Реакция системы управления на сигналы сбоя или вспомогательные сообщения может проектироваться, желаемые тексты сообщений закладываются в систему управления.
«Аварийные и вспомогательные сообщения» в основной программе. Вспомогательные сообщения могут программироваться, чтобы во время хода программы давать оператору указания к действительной в данный момент ситуации обработки.
Аналоговые шпиндели
Управление аналоговыми шпинделями возможно с помощью униполярного или биполярного 10В интерфейса в случае SINUMERIK 802D sl, возможно через MCPA.
Вывод вспомогательных функций
Вывод вспомогательных функций PLC своевременно обеспечивает возможность основной программы производить определенные действия переключения станка через PLC. Это происходит через передачу соответствующих вспомогательных функций со своими параметрами на интерфейс PLC. Обработка переданных значений и сигналов должна происходить через программу пользователя PLC. На PLC могут переноситься следующие функции:
- Выбор инструмента Т
- Коррекция инструмента
- Подача F/FA
- Скорость шпинделя S
- Н-функции
- М-функции
Вывод вспомогательных функций может происходить, на выбор, либо со снижением скорости и подтверждением PLC до следующего кадра, либо до и во время движения без снижения скорости и без задержки смены кадра. Кадры программы тогда отрабатываются без задержки и подтверждения.
Оси / шпиндели
> Шпиндельные функции
- Оси
Количество одновременно интерполируемых осей ограничено макс. - Шпиндели
Привод шпинделя может управляться по скорости или положению.
Компенсация люфтов
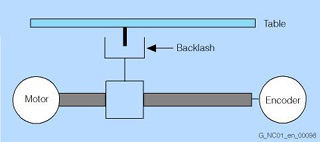
Позитивный люфт (нормальный случай). Действительное значение датчика опережает фактическое действительное значение (стол): стол движется меньшее расстояние.
При передаче силы между подвижной частью станка и его приводом (напр., шариковинтовой парой) возникают, как правило, маленькие люфты, т.к. следствием полностью беззазорной настройки механики был бы слишком сильный износ станка. При реверсировании, например, одна ось имеет слишком большой или слишком малый люфт. В целях компенсации люфтов действительное значение, специфическое для оси, при каждой смене направления оси/шпинделя корректируется на величину люфта. Функция «Компенсация люфтов» всегда активна во всех режимах работы после реферирования.
Поиск кадра
Для тестирования программ обработки или после внезапного прекращения обработки, с помощью функции «Поиск кадра»
в программе можно выбрать любое место, с которого обработка должна запуститься заново или продолжиться.
Имеется 3 варианта поиска:
- Поиск кадра с вычислением на контуре: во время поиска кадра выполняются те же вычисления, что и в нормальном программном режиме. Затем найденный кадр точно по контуру подводится к конечной позиции.
- Поиск кадра с вычислением на конечной точке кадра: эта функция позволяет достигать конечную позицию (напр., позицию смены инструмента). Снова во время поиска кадра выполняются все вычисления, что и в нормальном программном режиме.
Конечная точка найденного кадра или следующей запрограммированной позиции достигается при использовании того вида интерполяции, который действителен в конечном кадре. - Поиск кадра без вычислений: этот вариант служит быстрому поиску в главной программе. Во время поиска кадра вычисления не выполняются. Внутрисистемные значения остаются на том же уровне, что и до поиска кадра. Чтобы обработать программу ЧПУ без ошибки, конечный кадр должен содержать действительную информацию.
Цель поиска Вы можете установить через:
- прямое позиционирование курсора на конечном кадре
- ввод номера кадра, метки (метка перехода), любой цепочки знаков (строка), имени программы или номера строки.
Программные сообщения ЧПУ
> Аварийные и вспомогательные сообщения
Память пользователя ЧПУ
Все программы и данные – основные программы, подпрограммы, комментарии, коррекции инструмента, смещения нулевой точки и данные пользователя программы – хранятся в общей, буферизированной пользовательской памяти ЧПУ.
Окружность через центр и конечную точку
Круговая интерполяция способствует движению инструмента на круговой траектории по или против часовой стрелки:
- Исходную точку окружности (действительная позиция в кадре перед окружностью)
- Направление вращения окружности
- Конечную точку окружности (целеуказание в кадре окружности)
- Центр окружности
Центр окружности может программироваться абсолютным к действительной нулевой точке координат или инкрементальным к начальной точке окружности. Если в чертеже ясно виден угол растра, то он может программироваться прямо. Во многих случаях простановка размеров чертежа выбирается таким образом, чтобы было удобно программировать радиус для установки круговой траектории.
Окружность через промежуточную и конечную точки
Если должна программироваться окружность, которая находится не в плоскости, параллельной оси, а наклонно в пространстве, то для программирования вместо центра окружности может использоваться промежуточная точка.
Контроль механического зажима
> Контроль позиции, контроль состояния покоя
«Контроль механического зажима» – один из механизмов для контроля осей. Если после завершения процесса позиционирования ось должна быть зажата, сигналом «Происходит процесс зажима» на интерфейсе PLC Вы можете активировать контроль механического зажима. Это может потребоваться, потому что во время процесса зажима оси могут быть выдавлены из заданной позиции за допуск состояния останова. Значение отклонения от заданной позиции устанавливается
через машинные данные. Функция «Контроль механического зажима» заменяет во время процесса зажима контроль состояния останова и точно также действенна при линейных и круговых осях, а также при шпинделях, управляемых по положению. В режиме сопровождения контроль механического зажима не активен. При срабатывании контроля происходят те же реакции, что и при контроле состояния покоя.
Программирование отрезка контура
Для быстрого ввода простых контуров можно использовать «Программирование отрезка контура».
Очень легко и наглядно можно программировать 1-, 2- или 3-х точечные отрезки с элементами перехода Фаска или Скругление с поддержкой вспомогательных схем в редакторе через задание декартовых координат и/или углов.
Контроль контура
Как размер точности контура контролируется ошибка буксировки внутри одного определяемого диапазона допуска. Недопустимо высокая ошибка буксировки может появляться, например, за счет перегрузки привода. В случае ошибки оси/шпиндели останавливаются. Функция «Контроль контура» постоянно включена при активном канале и в режиме управления по положению. Если канал прерван или в состоянии Reset, то контроля контура не происходит.
Поддержка циклов
> Технологические циклы
Сохранение данных
В вашем распоряжении имеются следующие способы сохранения данных для системного ПО и данных пользователя:
- Встроенный FEPROM
- Последовательный интерфейс V.24
- РС-карта (только 802D)
Функции диагностики
В системе ЧПУ для сервиса встроены как программа самодиагностики, так и вспомогательные тесты. На панели управления высвечивается статус для:
- Сигналов интерфейса между ЧПУ и PLC, а также PLC и станком
- Переменных
- Мерекеров, таймеров и счетчиков PLC
- Входов и выходов PLC
Для сигналов входа и выхода, меркеров в целях теста могут устанавливаться комбинации сигналов. Также аварийные и вспомогательные сообщения предлагают содержательные диагностические сведения. Через меню «Сервисная индикация» могут вызываться важные сведения осевых и шпиндельных приводов, например:
- Абсолютное действительное значение положения (только 802C/802D)
- Заданное значение положения
- Отклонения, обусловленные запаздыванием (только 802C/802D)
- Заданное значение числа оборотов
- Действительное значение числа оборотов
Выбор системы измерения метрическая/дюймовая
Проставляя размеры на рабочем чертеже, можно запрограммировать геометрические данные заготовки на выбор в метрических (G71) или дюймовых размерах (G70). Не зависимо от запрограммированных размеров система управления настраивается на основную систему. Следующие геометрические данные можно преобразовать через систему управления и ввести их напрямую (пример):
- Путевые сведения X, Y, Z.
- Параметры интерполяции I, J, K и радиус окружности CR
- Шаг резьбы
- Программируемое смещение нулевой точки (TRANS)
- Полярный радиус RP
С помощью программного расширения G700/ G710 в запрограммированную систему измерения интерпретируются все подачи (дюйм/мин или мм/мин). В рабочей зоне «Станок» с помощью функциональной клавиши, кроме того, можно переключаться между дюймовыми и метрическими указаниями размера.
Функции индикации на экране
На экране панели управления могут индицироваться все актуальные сведения, такие как:
- Актуальный, находящийся в обработке кадр
- Предшествующий и последующий кадр
- Действительное значение позиции, разность заданного/действительного (только 802C/802D)
- Актуальная подача
- Скорость шпинделя
- G-функции
- Вспомогательные функции
- Название детали
- Название программыe
- Название подпрограммы
- Все введенные данные, такие как основные программы, данные пользователя и станка
- Вспомогательные тексты
Также пояснительным текстом отображаются важные режимы работы
- Аварийные и вспомогательные сообщения
- Позиция еще не достигнута (только при 802C/802D)
- Подача останов
- Программа работает
Приводы
Для подключения силовых блоков для шаговых двигателей в системе SINUMERIK 802D используется импульсный интерфейс для сигналов частоты и сигналов направления.
Электронные маховички
С помощью электронных маховичков выбранные оси могут синхронно перемещаться в ручном режиме. Расчет деления маховичков определяется через расчет размера шага. При выбранном смещении или повороте координат можно также в трансформированной системе координат заготовки перемещать вручную. Максимальная частота входа маховичков составляет 500 кГц.
Интерфейс Ethernet
> Удаленная диагностика RCS 802 (опция)
Через интерфейс Ethernet могут быть переданы файлы, программы и данные всех типов. Интерфейс настраивается на системе ЧПУ. Доступ к самой ЧПУ и пользовательской CF карточке возможен. Если система управления интегрирована в сеть, дополнительно требуется опция удаленной диагностики RCS 802 remote diagnostics tool.
Отработка больших программ ЧПУ
Программы обработки детали большого размера, которые не помещаются в память ЧПУ, могут загружаться через интерфейс V.24 и обрабатываться поблочно. При этом ЧПУ обрабатывает программу из динамического ОЗУ. Как только динамическое ОЗУ освобождается, происходит автоматическая дозагрузка следующего блока программы.
Предварительное управление
С помощью «Предварительного управления» можно сократить почти до нуля ошибку скольжения. Поэтому предварительное управление обозначается еще и как «Компенсация скольжения».
Эта ошибка скольжения, в особенности при процессах ускорения, ведет к искривлениям контура, например, окружностей и углов, к нежелательной, зависимой от скорости контурной ошибке.
Система SINUMERIK 802D для компенсации контурной ошибки располагает предварительным управлением числом оборотов, зависимым от скорости.
Процентовка
Запрограммированной скоростью становится актуальная настройка скорости, заданная через станочную панель или из PLC.
От 0 до 200% при 802D sl.
Режим сопровождения
Если ось/шпиндель находится в режиме сопровождения, то она может иметь внешнее движение и действительное значение регистрируется дальше. Траектория движения актуализируется в показаниях. В режиме сопровождения не действует контроль состояния покоя, механического зажима и позиции. После прекращения режима сопровождения нового движения базовой точки оси не требуется.
Концепция фреймов
Фрейм – это употребительный термин для геометрического выражения, которое описывает правила вычислений, как, например, параллельный перенос или вращение.За счет концепции фреймов посредством смещения, поворота, масштабирования и отражение очень просто могут трансформироваться декартовы системы координат.Программирование через указания:
- TRANS Программируемое смещение нулевой точки
- ROT Поворот в пространстве или в плоскости
- SCALE Масштабирование (коэффициент масштаба)
- MIRROR Отражение
Указания могут вызываться в программе многократно. Этим имеющиеся смещения могут переписываться, но новые добавляются аддитивно. Аддитивные указания фрейма:
- ATRANS аддитивно программируемое смещение нулевой точки
- AROT аддитивный поворот в пространстве или в плоскости
- ASCALE масштабирование (умножение)
- AMIRROR повторяющееся отражение
Если в распоряжении имеются качающиеся инструменты или детали, то обработка может быть оформлена очень гибко.
Винтовая интерполяция
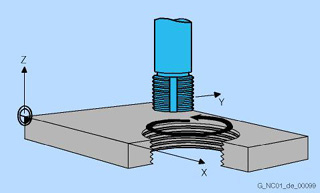
Интерполяция винтовых линий: резьбофрезерование профильной фрезой
«Винтовая интерполяция» особенно подходит для простого изготовления внутренней или внешней резьбы с помощью профильной фрезы или для фрезерования смазочных канавок. При этом винтовая линия складывается из двух движений:
- Круговое движение в одной плоскости
- Линейное движение вертикально к этой плоскости
Запрограммированная подача F относится при этом, на выбор, только к круговому движению или к общей путевой скорости задействованных осей ЧПУ.
Наряду с двумя осями ЧПУ для круговой интерполяции могут синхронно выполняться другие линейные движения. Запрограммированная подача F относится к осям, специально выбранным в программе.
Язык высокого уровня ЧПУ
Для различных технологических требований современных станков в системах SINUMERIK 802D и SINUMERIK 802S/802C был реализован язык высокого уровня ЧПУ, который предлагает максимум возможностей при программировании.
Косвенное программирование (SINUMERIK 802D)
Возможность универсального использования программы предлагает косвенное программирование. При этом адреса осей, шпинделей, R-параметры программируются не прямо, но через переменную, в которую вносятся желаемые адреса.
Программные переходы
За счет введения программных переходов можно очень гибко управлять ходом процесса обработки. В распоряжении имеются
условные и безусловные переходы, а также программные ветвления на основе актуального значения. Целью перехода служат переходные метки, которые надписываются в начале кадра. Метка перехода может стоять перед или после кадра перехода.
Вычислительные и угловые функции
С помощью вычислительных и переменных пользователя можно выполнять обширные вычислительные функции. Наряду с четырьмя основными арифметическими действиями имеются функции:
- Синус, косинус, тангенс
- Арксинус, арккосинус, арктангенс
- Квадратный корень
- Модуль
- Возведение во вторую степень (квадрат)
- Целочисленная часть
- Округление до целого числа
- Натуральный логарифм
- Показательная функция
- Смещение
- Вращение
- Изменение масштаба
- Отражение
Операции сравнения и логические связи
Операции сравнения с переменными могут быть использованы для формулирования условий перехода. При этом функции сравнения могут гласить:
- Равно, не равно
- Больше, меньше
- Больше или равно
- Меньше или равно
- Объединение строк
Логические связи: UND, ODER, NICHT, EXCLUSIV-ODER. Эти логические операции также могут проводиться двоичными знаками.
Подключение периферии через PROFIBUS-DP
PROFIBUS-DP – это цифровой протокол для децентрализованной периферии. Он делает возможным очень быструю циклическую связь. За счет образования оптимального подмножества телеграммных услуг PROFIBUS и за счет повышения скорости переноса макс. до 12 Мбит/сек время шинного цикла пренебрежимо мало. При этом преимущества PROFIBUS сохраняются: высокий коэффициент использования, защита данных и стандартная структура телеграммы.
Промежуточные кадры при коррекции радиуса инструмента
Движения перемещения с выбранной коррекцией инструмента могут прерываться ограниченным числом промежуточных кадров (кадры без движений оси в плоскости коррекции).
Языки/ языковые расширения
Наша система управления говорит на Вашем языке! Мы предлагаем Вам графические оболочки систем управления SINUMERIK на множестве языков.
В системное ПО HMI-Embedded и в ПО HMI-Advanced для информационных текстов интерфейса введены основные языки английский и немецкий, а также системные сообщения и сигналы сбоя.
Языковое расширение (нем., англ, франц., итал. и исп.) уже содержится в комплекте поставки системного ПО HMIAdvanced
и может дозагружаться при системном ПО HMIEmbedded. Остальные языки (например, русский поставляются опционально см гл.4) Между приоритетным и дополнительным языком можно переключаться в режиме online.
Компенсация погрешности ходового винта/ измерительной системы
Принцип «косвенного» измерения на управляемых ЧПУ станках исходит из того, что на каждом месте внутри области перемещения ход шариковинтовой пары постоянен, так что действительная позиция оси может отводиться от позиции двигателя привода (идеальный случай). За счет производственных допусков для шариковинтовых пар, они имеют более или менее большие погрешности (т.н. погрешность ходового винта). К этому прибавляются еще ошибки измерений, обусловленные используемой системой измерения, а также ее монтажные допуски к станку (т.н. погрешность измерительной системы) и прочие случайные, зависящие от станка источники ошибок.
Так как эти измерительные погрешности непосредственно влияют на точность обработки заготовки, их следует компенсировать за счет соответствующих значений коррекции, зависящих от позиции.
Значения коррекции определяются на основе измеренной кривой распределения ошибок и при вводе в эксплуатацию вводятся в систему управления в форме т.н. таблиц компенсаций. Соответствующие оси корректируются между опорными точками, линейно интерполируясь.
Контроль концевых выключателей
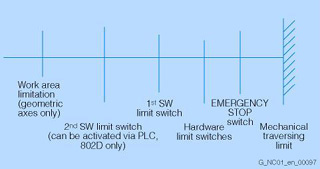
Обзор конечных ограничений
Через интерфейс PLC аппаратные концевые выключатели ограничивают от включения аварийного выключателя,
подключение производится через цифровой вход. Торможение происходит либо как экстренное торможение с заданным значением ноль, либо согласно графической характеристике торможения. Оси должны свободно двигаться в противоположном направлении в рабочем режиме JOG.
Программные концевые выключатели лежат перед аппаратными концевыми выключателями и активируются
только после реферирования.
Вторая пара программных конечных выключателей плюс/минус может активироваться через PLC.
Линейная интерполяция
Линейно могут интерполироваться 4 оси.
Look Ahead
При обработке комплексных контуров преимущественно получаются программные кадры с очень маленькими движениями по траектории и формой, часто с острой кромкой. Если такой контур обрабатывается с постоянной запрограммированной путевой скоростью, то никакого оптимального результата обработки не получается. При коротких кадрах перемещения с тангенциальными кадровыми переходами из-за коротких отрезков пути приводы не достигают желаемой конечной скорости. При обводе угла контур сглаживается.
"С помощью «Look Ahead» через функцию «Предварительный просмотр» достигается оптимум в скорости обработки. При
тангенциальных кадровых переходах ускорение и торможение происходит за границами кадра, так что скачков скорости не возникает. При форме с острой кромкой сглаживание контура уменьшается на программируемый размер пути.
Компенсация погрешности измерительной системы
> Компенсация погрешности ходового винта/ измерительной системы
Функции контроля
Системы управления содержат постоянно активный контроль, которые распознают неполадки в ЧПУ, PLC и станке еще до того, как они причинят ущерб заготовке, инструменту или станку. В случае неисправности ход обработки прерывается и приводы останавливаются. Причина неисправности сохраняется в памяти и индицируется как сигнал сбоя. Одновременно PLC сообщает, что возник сигнал сбоя ЧПУ. Контроль существует для следующих областей:
- Запись
- Формат
- Датчик перемещения и привод
- Контур
- Позиция
- Останов
- Механический зажим
- Заданное значение числа оборотов
- Действительная скорость
- Сигналы разблокировки
- Напряжение
- Температуры
- Микропроцессоры
- Последовательные интерфейсы
- Передача ЧПУ- PLC
- Память системы и пользователя
Контроль времени работы инструмента и числа изделий
Функция обеспечивает контроль времени работы и/или числа изделий. Если в течение обработки время контроля истекает,
то появляется сообщение об ошибке и сигнал VDI отключается. По времени работы контролируется активный резец смененного инструмента. Контроль числа изделий регистрирует все инструментальные резцы, которые применяются для изготовления детали.
Интерпретатор ISO-диалекта Online
С помощью интерпретатора ISO-диалекта Online программы по обработке деталей других ISO-диалектов, например, G-коды других производителей, могут записываться в систему SINUMERIK 802D, там редактироваться и обрабатываться. Точно также, привычным образом, могут записываться основные программы. Внутри одной программы с помощью функций G290/G291 можно менять эти языками программирования.
Режимы работы
В зоне управления «Станок» можно выбрать один из трех режимов работы:
- JOG
Режим работы JOG предусмотрен для режима ручного управления осями и шпинделем, а также для настройки станка. К настройке принадлежат функции: реферирование, обратное позиционирование, движение с помощью маховичка или с заданным инкрементом и переопределение нулевой точки системы управления (Preset/заданные значения установить) - MDA
В режиме работы MDA можно вводить отдельные программные кадры или последовательность кадров и клавишей Старт ЧПУ сразу же ввести их в обработку. Протестированные кадры потом могут быть сохранены в основной программе. - AUTO
В режиме работы AUTO отрабатываются программы обработки детали, после выбора в директории программ или подпрограмм. Отработка производится автоматически (нормальный режим обработки деталей). Параллельно режиму AUTO можно создавать или корректировать другую программу обработки детали. В режиме работы Teach in (только при 802S/802С) через подвод и запись позиций можно передать значения в программу.
В режимах работы MDA и AUTO можно изменить ход одной программы с помощью следующих функций «Воздействие на программу»:
- SKP Пропущенный кадр
- DRY Пробный ход Подача
- ROV Коррекция Ускоренный ход
- SBL1 Единичный кадр со стопом после кадров функций станка
- SBL2 Единичный кадр со стопом после каждого кадра
- SBL3 Останов в цикле (только 802D)
- М01 Запрограммированный останов
- PRT Программный тест
Статус PLC
Оболочка пользователя в зоне управления «Диагностика» предлагает возможность проверять или изменять сигналы статуса PLC.
Тем самым, без программирующего устройства можно на месте:
- Проверять сигналы входов и выходов периферии PLC
- Проводить поиск ошибок
- Контролировать сигналы интерфейса в целях диагностики
В частности, на панели управления может индицироваться статус следующих данных:
- Сигналы интерфейса от/на станочном пульте
- Сигналы интерфейса NCK/PLC и MMC/PLC
- Модули данных, меркеры, таймеры, счетчики, входы и выходы
В целях теста статус вышеперечисленных сигналов может меняться. Возможны комбинации сигналов, одновременно могут изменяться 10 операндов.
Память пользователя PLC
В памяти пользователя PLC вместе с основной программой PLC хранится программа пользователя PLC и данные пользователя.
Управление программами по обработке деталей
Управление программами по обработке деталей может быть организовано соответственно практике подетально. Благодаря этому гарантируется ясное и наглядное сопоставление отдельных программ и данных соответствующим заготовкам.
Полярные координаты
С помощью программирования в «Полярных координатах» через данные радиуса и угла могут устанавливаться позиции относительно определенного центра. Центр может устанавливаться через исходный или составной размер.
Контроль позиции
Для защиты станка в системах SINUMERIK имеются многочисленные механизмы для контроля осей:
- Контроль движений:
контроль контура, контроль позиционирования, контроль состояния останова, контроль механического зажима, контроль заданных значений скорости, контроль действительной скорости, контроль датчика - Контроль статических ограничений:
контроль конечных выключателей, ограничение рабочей зоны
Контроль позиционирования всегда активируется после «соответствующего заданному значению» окончания кадров движения (только 802С/802D). Чтобы точно установить, что в течение заданного времени ось достигнет позиции, после окончания одного кадра движения в машинных данных запускается проектируемое время и по его истечении проверяется, была ли превышена ошибка буксировки предельного значения (параметр станка). После достижения предопределенной «Границы точного останова» или после выдачи нового заданного значения положения, не равного нулю (например, при позиционировании на «Грубый останов» и завершающей смене кадра), контроль позиционирования отключается и заменяется контролем состояния останова.
Контроль позиционирования действует для линейных и круговых осей (только 802D), а также для шпинделей, управляемых по положению.
Программируемое ускорение
Функцией «Программируемое ускорение» можно повлиять в программе на осевое ускорение, чтобы ограничить механические колебания в критических отрезках программы.
Ось траектории или позиционирования ускоряется тогда с запрограммированным значением. Максимальное значение ускорения, определенное в системе управления, не превышается. Ограничение действует в режиме AUTO и во всех видах интерполяции. Как часть интеллектуального ведения перемещения, эта функция также обеспечивает точность поверхности заготовки.
Язык программирования
База для языка программирования ЧПУ – DIN 66025.
Удаленная диагностика RCS 802 (опция)
This function enables you to observe the control online. The RCS 802 remote diagnostics function makes the entire control accessible from the PC for the purpose of:
- Monitoring
- Operator control
- Creating snap shots
- Commissioning
- Loading/saving data NC/PLC
- Loading/saving user programs
This function enables the control to also be integrated into a network.
Реферирование
При использовании одной оси станка в режиме управления программой необходимо точно установить, чтобы действительные значения, предоставляемые измерительной системой, находились в соответствии со значениями координат станка.
Движение к референтной точке (конечному выключателю) происходит с постоянной скоростью, установленной для каждой оси отдельно, с помощью клавиш направления в последовательности, свободно определяемой через машинные данные, или автоматически через программную команду G74.
При подключении систем линейных измерений с кодированными по расстоянию контрольными отметками движение базовой точки сокращается, так как нужно двигаться только до следующей контрольной отметки.
Реферирование одной оси с помощью датчиков абсолютного значения происходит автоматически при включении системы управления (без движения оси), если соответствующие оси опознаются как настроенные.
Repos (возврат на контур)
После прерывания программы в режиме AUTO (например, чтобы выполнить измерение заготовки и откорректировать значение износа инструмента или после поломки инструмента) можно, после переключения в режим работы JOG, отвести инструмент от контура вручную. В этом случае система управления сохраняет координаты места прерывания и индицирует в окне действительных значений разности хода осей, перемещающиеся в режиме JOG, как Repos- (возврат на контур) смещение.
Возврат на контур может происходить в режиме JOG с помощью управления клавишами оси и направления. Переезд места прерывания невозможен, действует коррекция подачи.
Бесконечная круговая ось
В зависимости от случая использования рабочая зона может быть ограничена круговой осью за счет программного концевого выключателя (напр., рабочая зона между 0°и 60°) или на соответствующее число оборотов (напр., 1000°), или же выбираться как бесконечная (вращаясь непрерывно в обоих направлениях вращения).
Последовательный интерфейс (RS 232 С)
Для ввода/вывода данных на ОР 030/PCU 20 имеется последовательный интерфейс (RS 232 С), на PCU 50/70 два последовательных интерфейса. Через этот интерфейс могут загружаться и архивироваться программы и данные. Интерфейс может параметрироваться и управляться через панель управления.
Серийный ввод в эксплуатацию
Чтобы по возможности просто и комплексно перенести определенную конфигурацию на другие системы управления станков подобного типа, предусмотрено создание так называемых файлов серийного ввода в эксплуатацию.
Серийный ввод в эксплуатацию проводятся очень просто и удобно даже без программирующего устройства с IBМ-совместимым ПК.
Вы сохраняете файлы серийного ввода в эксплуатацию на РС-карте в системе управления, вставляете эту РС-карту в следующую систему и запускаете там процедуру серийного ввода в эксплуатацию.
Пропущенные кадры
Кадры ЧПУ, которые не должны выполняться при каждом пуске программы, например, при проверке программы, могут пропускаться. Подлежащие пропуску кадры обозначаются знаком «/» перед номером кадра. Указания в пропущенных кадрах не выполняются, программа продолжается ближайшим не пропущенным кадром. Могут программироваться до 8 уровней пропущенных кадров (/0 до /7). Отдельные уровни пропущенных кадров могут активироваться через блок данных в интерфейсе PLC.
Функции шпинделя
Число оборотов шпинделя
- Аналогового (± 10 В)
- Цифрового (только 802D)
Изменение скорости шпинделя от 0% до 200% (120% при 802S/802С). Ступени редукции с подачей через:
- Основную программу (команды от М41 до М45) или
- Автоматически через запрограммированную скорость шпинделя (М40) или ориентированный останов шпинделя (режим позиционирования) командой SPOS1)
Контроль шпинделя с помощью функций 1)
- Ось/шпиндель стоит (n < nmin)
- Шпиндель в заданной зоне
- Макс. скорость шпинделя
- Программируемое нижнее (G25) и верхнее (G26) ограничение скорости шпинделя
- Мин./макс. число оборотов ступени редуктора
- Макс. предельная частота датчика
- Контроль точки назначения при SPOS
Постоянная скорость резания с функцией G96 (в м/мин или дюйм/мин) для плавных схем вращения и улучшенного за счет этого качества поверхности.
Нарезание резьбы с постоянным ходом:1)
С G33 Вы можете изготовить следующие виды резьбы: цилиндрическая, коническая или спиральная, одно- или многозаходная, правая или левая резьба.
Кроме того, цепочка резьб может изготавливаться через цепочку кадров резьбы.
Нарезание внутренней резьбы с/без компенсирующей оправки: При нарезании внутренней резьбы с компенсирующей оправкой (G63) эта оправка поглощает возникающие разности хода между движением шпинделя и осью сверления. Предпосылка для нарезания внутренней резьбы без компенсирующей оправки (G331/G332) – управляемый по положению шпиндель с измерительной системой.
1) Диапазон перемещения оси сверления, таким образом, не сужается. За счет интерполирующего перемещения оси сверления и шпинделя в качестве круговой оси, резьба точно выполняется на конечной глубине сверления (напр., для резьбы в глухих отверстиях).
Ограничение скорости шпинделя
> Функции шпинделя
Контроль состояния покоя
Происходит контроль того, движется ли ось из своей позиции с допуском состояния останова большим, чем заданным в машинном параметре. «Контроль состояния покоя» всегда активен после окончания «Выдержки времени контроля состояния покоя» или после достижения «Точного останова», пока не назначена новая команда перемещения. При срабатывании контроля появляется аварийное сообщение и соответствующая ось/шпиндель останавливается быстрым стопом через рампу заданного значения числа оборотов. Контроль состояния останова действителен для линейных и круговых осей, а также для управляемых по положению шпинделей. В режиме слежения контроль состояния покоя не активен.
Подпрограммы
Если ходы обработки повторяются часто, то они закладываются преимущественно в одну подпрограмму. Вызов подпрограммы происходит из главной программы (число прохождений 9999).
При системе SINUMERIK 802D возможно семь, а при системе SINUMERIK 802С четыре уровня подпрограмм в главной программе. Подпрограммы могут комплексно блокироваться от неуполномоченного считывания и индикации (циклы). Главная программа также может вызываться из другой главной или подпрограммы.
Нарезание внутренней резьбы с/без компенсирующего патрона
> Функции шпинделя
Teach In
Под «Teach in» понимают, в общем, принятие в программу ЧПУ действительных позиций.
При «Teach in» в рабочем режиме AUTO программу можно не только подготовить, но сразу же протестировать и откорректировать. Программа останавливается и оси движутся в нужную позицию при помощи JOG-клавиш МСР или маховичка. Эта позиция переносится в программу в качестве кадра перемещения и затем снова может запускаться в любом месте. Reset не требуется. Уже в программе зарегистрированные через Teachen позиции могут корректироваться и добавляться новые позиции.
Технологические циклы
Для часто повторяющихся задач обработки имеются технологические циклы (стандартные циклы) для технологий сверления/фрезерования и точения. Эти технологические циклы можно загружать в систему управления вместе с циклами пользователя как защищенные подпрограммы. Параметрирование с помощью графических масок ввода в пояснительном тексте (диалоговое программирование).
Нарезание резьбы
> Функции шпинделя
Смена инструмента через Т-номер
Процесс смены инструмента при цепных, дисковых и плоских магазинах обычно осуществляется в два этапа: Т-командой инструмент ищется в накопителе, а затем М-командой происходит замена в шпинделе. При револьверных накопителях на токарных станках смена инструмента, т.е. поиск и замена, выполняется только Т-командой. Способ смены инструмента можно заранее выбрать через параметр станка.
Коррекции инструмента
Коррекции инструмента
При разработке программы такие параметры инструмента, как диаметр фрезы, положение резца и длина инструмента не должны приниматься во внимание. Вы напрямую программируете размеры детали, например, соответственно рабочему чертежу. Тогда при изготовлении детали траектории инструмента, в зависимости от его геометрии, управляются таким образом, чтобы запрограммированный контур мог изготавливаться любым используемым инструментом.
Данные инструмента раздельно вносятся в таблицу инструментов системы управления и вызывается в программе только нужный инструмент с его данными коррекции. Во время обработки программы система управления «достает» из инструментальных файлов необходимые данные коррекции и автоматически корректирует траекторию различных инструментов.
Коррекция инструмента D может программироваться с отношением к номеру инструмента Т (при активном ПО управления инструментом от Siemens, например, с функциями контроля и управлением однотипными инструментами) или без внутреннего отношения к имеющимся инструментам.
На одну систему управления может быть определено до 32000 D-значений. Через программирование D-номера могут свободно выдаваться, контролироваться, переименовываться, обеспечиваться постоянным Т-номером, определяться недействительным и активироваться в зависимости от места использования
С программированием Т-функции (5-разрядной целочисленной) в кадре происходит выбор инструмента. Каждому Т-номеру может быть назначено до 12 кромок (D-адреса). Количество управляемых в системе инструменто устанавливается через параметры. Блок коррекции инструментов охватывает 25 параметров, например:
- Тип инструмента
- До 3 коррекций длины
- Коррекция радиуса
- Размер износа для длины и радиуса
- Базовый размер
Износ и базовый размер высчитываются дополнительно к принадлежащему контуру.
Коррекция радиуса инструмента
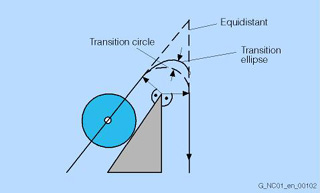
Обвод внешних углов окружностью/эллипсом перехода
При включенной «Коррекции радиуса инструмента» система управления автоматически вычисляет для различных инструментов соответствующие эквидистантные траектории. Для этого необходимы номер инструмента Т, номер коррекции инструмента D (с номером резца), направление обработки G41/G42 и соответствующие плоскости обработки от G17 до G19.
Траектория корректируется по двум осям в зависимости от выбранного радиуса инструмента.
Система управления автоматически добавляет окружность или прямую в кадр коррекции радиуса инструмента, если невозможна точка пересечения с предшествующим кадром.
Режим коррекции при коррекции радиуса инструмента может прерываться только определенным количеством следующих друг за другом кадров или М-команд, которые в плоскости коррекции не содержат путевых команд или данных траектории.
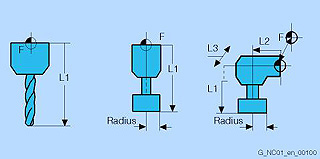
Типы инструментов
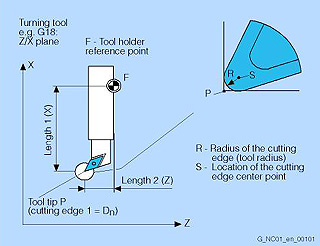
Пример: геометрия токарного резца
Тип инструмента определяет, какие геометрические данные необходимы для памяти коррекции инструмента и как они рассчитываются.
Эти геометрические данные система управления вычисляет до результирующей величины (напр., общая длина, общий радиус).
Рассчитанный общий размер вступает в действие при активировании памяти коррекции. Расчет этих значений в осях устанавливается через тип инструмента и актуальную плоскость обработки G17, G18 или G19.
Можете параметрировать следующие типы инструментов:
- Группа 1ху: фрезерные инструменты (от сферической до конической фрезы)
- Группа 2ху: сверло (от спирального сверла до развертки)
- Группа 5ху: токарные инструменты (от чернового резца до винтового резца)
Сохранение всех данных инструмента поддерживается масками ввода.
Наезд на жесткий упор
С помощью этой функции на жесткий упор могут наезжать, например, задние бабки или пиноли, чтобы зажимать заготовки. Давление зажима определяется в основной программе. «Наезд на жесткий упор» возможен для нескольких осей одновременно и параллельно движению других осей
Область перемещения
Диапазон значений области перемещения зависит от выбранной точности вычисления. При стандартной загрузке машинных данных «Точность вычисления для линейных или угловых позиций» (1000 инкрементов на мм или градус) диапазоны значений могут программироваться с таким разрешением (см. таблицу). Область перемещения может ограничиваться программными концевыми выключателями или рабочей зоной.
|
G70 [дюйм, град.] |
G71 [мм, град.] |
|
|---|---|---|
|
Линейные оси X, Y, Z, ... |
± 399.999,999 |
± 999.999,999 |
|
Круговые оси A, B, C, ... |
± 999.999,999 |
± 999.999,999 |
|
Параметры интерполяции I, J, K |
± 399.999,999 |
± 999.999,999 |
Оболочка пользователя
Оболочка пользователя поделена на 6 зон управления:
- Станок
- Смещения/Параметры
- Менеджер программ
- Редактор программ
- Система
- Аварийные сигналы
За счет этого параллельно изготовлению деталей может, например, создаваться другая программа.
При смене зоны управления сохраняется последнее активное меню. Для переключения зон управления в распоряжении имеются «быстрые клавиши».
Восемь горизонтальных и столько же вертикальных функциональных клавиш и организация окон обеспечивают простое и удобное управление станком.
Машинные данные пользователя
Для конфигурации программы пользователя PLC можно использовать машинные данные NCK. Таким образом, могут активироваться определенные конфигурации, различные расширения станков и «опции» пользователя.
Скорость
Максимальная путевая, осевая, а также скорость шпинделя подвергается влиянию динамики станка, привода и предельной частоты регистрации действительных значений.
Максимальная скорость не должна превышать значение 10-3 единиц/IPO-такт.
Как правило, максимальная скорость оси ограничивается механикой или предельной частотой датчика.
Ограничение рабочей зоны
>Смещения нулевой точки
Ограничения рабочей зоны описывают область, в которой может происходить обработка. Ограничения относятся к базовой системе координат BKS. Контролируется, находится ли кромка инструмента внутри защищенного рабочего пространства (также с учетом радиуса инструмента). На каждую ось для описания защищенного рабочего пространства возможна одна пара значений (плюс/минус)
Активируемые и настраиваемые через установочные параметры нижние и верхние ограничения рабочей зоны могут быть изменены командами G25/G26. Ограничения рабочей зоны ограничивают область перемещения осей в дополнение к конечным выключателям. В рабочем пространстве станка устанавливаются защитные зоны, которые заблокированы для движений инструмента и защищают от повреждений такие узлы станка, как револьверную головку, измерительные станции и т. п.
Смещения нулевой точки
Вы можете определить «Смещения нулевой точки», которые могут вызываться в основных программах.