

Deprecated: Function eregi() is deprecated in /home/h101150-2/siemens71.ru/docs/new/cat.php on line 184
Planning a liquid metering system
When planning a liquid metering system, it is first necessary to clarify the operational and measuring requirements:
- Purpose of the system, e.g. plant supervision, closed-loop or open-loop process control or metering for accounting purposes
- Designation, composition and viscosity of the metered liquid; flow rate, operating pressure and temperature
- Minimum and maximum quantities to be measured
- Distances between storage tank, metering point and quantity limitation point.
Intended use of the system
This determines the operating mode, which can be continuous or intermittent.
- Continuous operation
The consumption of the measured liquid depends on the plant demand. An example is the metering of the oil flow to a firing plant. The decisive factor is that a specific heating power is produced. The measured values are used for plant supervision or as a slave variable in a closed-loop control system. - Intermittent operation
Up to 8 h daily or 1500 h/year, the quantity to be measured is often fixed in advance; with metering for accounting purposes, for example, according to the capacity of the transport tank; in process engineering for example in the apportioning of solvents for paint manufacture according to a recipe. The measurement thus determines the sequence of the process.
The type of volumetric meter to be used and the design of the measuring system also depends on the intended use.
- The type and size of the volumetric meter must also be clarified before planning begins. Their fundamental relationships with the system design will be dealt with in more detail below.
Although the numerical ranges must be greater in systems for continuous measurements, the registers for this mode of operation can be simpler.
The system design also becomes much simpler for continuous operation. For example, there is no need to consider the problems of quantity limitation as in the case of intermittent operation. In the latter type of systems, the reliable separation of the liquid remaining in the metering system from the metered quantity – the quantity limitation – is one of the most important conditions for the accuracy of the system.
Distances between storage tanks, metering point and quantity limitation point
The distances are mostly determined by fixed local conditions. In this case it is often necessary to find a means of reaching a practical compromise between system engineering and operational necessities.
Design of a liquid metering system
A liquid metering system can consist of:
- Filters
- Gas separators
- Volumetric meters
Like the filter and gas separator, the meter should also be installed in the pipe such that it always remains filled with liquid. This helps prevent errors in measurement and corrosion due to the ingress of air.
- Rotary-piston meters
These volumetric meters consist of a metering mechanism and a register. and a register combined into one unit. The register is selected according to the forms in which the measured values are to be presented. Any accessories used depend on the intended use of the metering system. - Metering mechanism
When determining the nominal diameter of the meter, the flow rate required for the operation of the system, the viscosity of the metered liquid and the permissible pressure loss in the meter are decisive factors. These three values depend on one another. They must be taken into account jointly when selecting the nominal diamter of the meter and adapted to one another if necessary.
It is not necessary to consider the nominal diameter of the installed pipe during this determination.
The decisive factors for the choice of materials are the nature and temperature of the liquid. - Registers
Pointer dials, quantity preset registers and flow registers are available as registers For descriptions and technical data, see "Registers and quantity preset registers" - Accessories
The normal range of the rotary-piston meters can be extended using accessories. Available accessories include:- Electrical transmitters for remote metering
- Electrical and electronic instruments for flow measurements
- Thermal insulation attachments
All the meters, registers and accessories are designed on a modular basis, and therefore all have the same connecting flanges.
Flow shutoff
The flow of liquid is interrupted by this equipment – valve, gate, tap, etc. – when the intended quantity has been delivered.
In order to prevent harmful pressure surges (water hammer) and large overshoot quantities, the flow should be throttled continuously or in several stages before the final shut-off. Our quantity preset register with mechanical shut-off valve operates with four shut-off stages (see "Registers and quantity preset registers").
The SITRANS F RA110 current or pulse output can also be used to control electric shut-off valves.
Quantity limitation
When the metered liquid has flowed through the metering system, it passes either into the process plant or into a vessel for further transport. The transition point from the metering system is significant from a measuring viewpoint and is referred to as the quantity limitation. If exact measurements are to be achieved, the metering system – from the gas separator to the quantity limitation – must always be filled with measurement material. A differentiation is made between two modes of operation depending on the location of the quantity preset limitation:
- Empty-hose installations or systems
- Filled-hose installations or systems
Minimum delivery quantity and value per revolution
When planning systems for batch operations it is important to take into account the "minimum delivery quantity" that can be measured and indicated with sufficient accuracy by the selected register. The regulations for metering systems for custody transfer can serve as a guideline:
The minimum delivery quantity is the smallest quantity which can be measured in one operation with permissible error limit.
It is also dependent on the value per revolution of the fastest element of the register. The value per revolution corresponds to that quantity which is indicated by a full revolution of this element (pointer or drum).
The minimum delivery quantities generally have the following relationships to the values per revolution:
- for pointer dial type 01: 1 x value per revolution.
- for all other pointer dials: 0.5 x value per revolution.
- for all drum-type counters: 1 x value per revolution.
Certain values per revolution or certain values of the minimum delivery quantity are assigned to each nominal diameter of the individual meter types. These values have been selected such that they almost always represent the best solutions to the metering problems. Should it be found during the planning of a system that the minimum delivery quantity attainable with the value per revolution stated in the catalogue does not correspond to the operational requirements, please contact us.
Viscosity, density
Viscosity in the CGS and SI systems
Viscosity is a measure of the internal friction of a liquid. A differentiation is made between dynamic and kinematic viscosity. Dynamic viscosity is the decisive factor for the use of volumetric meters. Common viscometers generally determine the kinematic viscosity. The dynamic viscosity can be calculated from it as follows:
|
Dynamic viscosity |
= kinematic viscosity |
x density |
|---|---|---|
|
1 mPa·s |
= 1 mm /s |
x 1 g/cm |
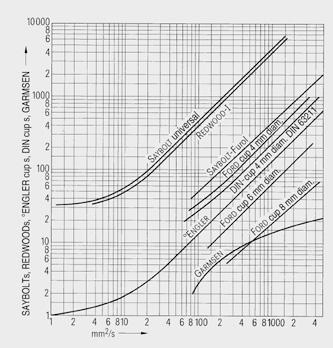
Conventional viscosity units
In practice, calculations were frequently carried out with common engineering units based on the flow times of liquids from standard orifices. The most common units of this kind were
- in Germany: Engler-Grade ° E
- in Great Britain: Redwood seconds R
- in the USA: Saybolt seconds S
The figure "Conversion into common engineering units" shows these common units in comparison to the mm /s values of the kinematic viscosity of the CGS system.
Note: The temperature to which the value refers must be specified with each viscosity value.
Conversion of the kinematic viscosity-unit mm /s into other units

Conversion of the kinematic viscosity unit into common engineering units (water at 17 °C (68.2 °F) has a dynamic viscosity =1.09 mPa·s (cp)
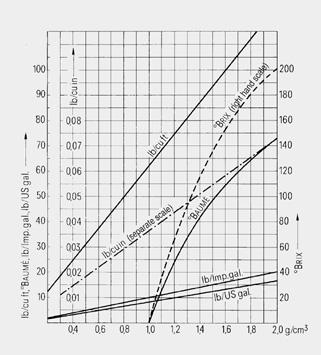
Conversion of the density unit g/cm into other units
Pressure loss
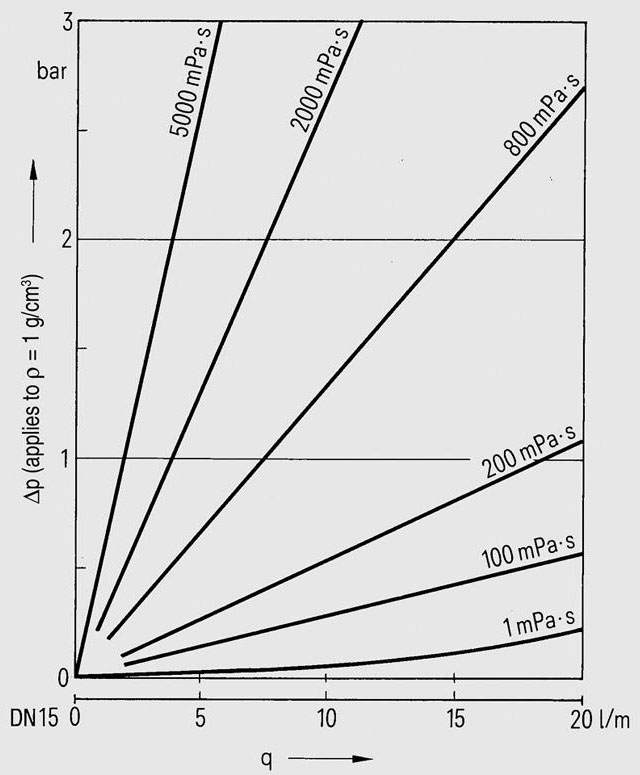
Pressure loss depending on the flow and viscosity of the measured liquid in a rotary-piston meter DN 15 ( ")
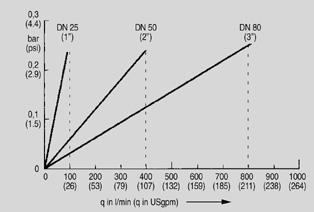
Pressure loss p for liquid gas with 0.25 mPa·s (cp), approx. 16 °C (60.8 °F) and PN 16 (MWP 232 psi); values for liquid gas authorized by the German calibration authorities: 100, 400 and 800 I/min (26.4, 106 and 211 USgpm))
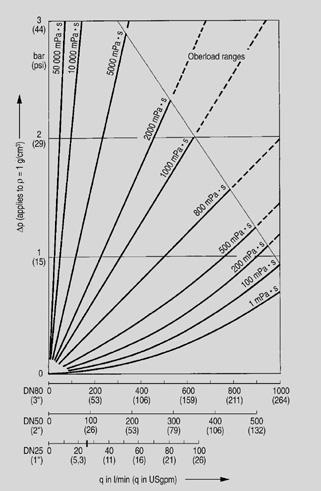
Operating ranges for rotary-piston meters DN 25 (1"), 50 (2") and 80 (3"); pressure loss depending on the flow and viscosity of the measured liquid.
Caution!
The following limitation applies to the automatic batchmeter because of the higher flow resistance through the associated shut-off valve:
- with the same value q, p is increased by approx. 30 %;
- with the same p, q is reduced by approx. 20 %.
Recommended materials for rotary-piston meters and batchmeters
Several materials are available for those parts of the rotary-piston meters which come into contact with metered liquid. These materials must be combined with due regard to the corrosion resistance against the metered liquid.
The table "Recommended materials" shows combinations of materials for a number of liquids.
In order to keep the summary as simple as possible, only the minimum version is listed in each case. However, higher quality materials can also be used for metered liquids. If this is required by the customer, e.g. for multipurpose use of the meter, please inquire in case of doubt.
The data is based for the greatest part on our many years of experience. Because of the complexity of the corrosion problem, however, the data should only be considered as recommendations. It does not constitute a guarantee.
|
Restrictions of the application range for the recommended materials imposed by the casing gasket |
||||||||
|---|---|---|---|---|---|---|---|---|
|
Rotary-piston meter |
Casing gasket |
Permissible temperature range |
||||||
|
Order-No. |
Normal size (DIN) |
Rated pressure (DIN) |
Nominal diameter (ASME) |
ANSI B16.5 |
Type |
Material |
°C |
°F |
|
7MR1020 |
DN 15 |
PN 25 |
( ") |
(300 … 600) |
Flat gasket |
AFM 342) |
-10 ... +260, for a short time up to 300 |
(14 ... 482, for a short time up to 572) |
|
7MR1110 |
DN 25 |
PN 10/PN 16 |
(1") |
(150) |
||||
|
7MR1120 |
PN 25 |
(300 … 600) |
||||||
|
7MR1140 |
PN 63 |
(900 … 1500) |
||||||
|
7MR1410 |
DN 50 |
PN 6/PN 10 |
(2") |
(150) |
||||
|
7MR1420 |
PN 25 |
(300 … 600) |
||||||
|
7MR1440 |
PN 63 |
(900 … 1500) |
||||||
|
7MR1610 |
DN 80 |
PN 4/PN 6 |
(3") |
(150) |
||||
|
7MR1620 |
PN 25 |
(300 … 600) |
||||||
|
7MR1130 |
DN 25 |
PN 40 |
(1") |
(300 … 600) |
O-Ring |
FPM3) |
-10 … +260 |
(14 … 500) |
|
7MR1130 |
O-Ring |
FEP-FPM4) |
-10 … +200 |
(14 … 392) |
||||
|
7MR1430 |
DN 50 |
PN 40 |
(2") |
(300 … 600) |
O-Ring |
FPM3) |
-10 … +260 |
(14 … 500) |
|
7MR1430 |
O-Ring |
FEP-FPM4) |
-10 … +200 |
(14 … 392) |
||||
|
7MR1630 |
DN 80 |
PN 40 |
(3") |
(300 … 600) |
O-Ring |
FPM3) |
-10 … +260 |
(14 … 500) |
|
7MR1630 |
O-Ring |
FEP-FPM4) |
-10 … +200 |
(14 … 392) |
||||
2) AFM 34: Aramide fibers with inorganic fillers and synthetic elastomers
3) FPM: Fluorine rubber (Viton)
4) FEP-FPM: Fluorine rubber (FEP-Viton), encased in tetrafluoroethylene-hexafluoropropylene
1) The flanges are drilled according to ASME B16.5. The pressure data according to DIN are maximum permissible pressures up to approx. 100 °C (212 °F). The maximum permissible pressure is reduced at higher temperatures. When ordering, the data of the ANSI pressure classification must be specified in plain text.
Instructions for using the following table "Recommended materials"
The recommended material combinations are marked with "•". If several materials are listed for one metered liquid, these are alternatives for the casing and the measuring chambers since possible limitations apply to the minimum version (see footnotes).
In case of several recommendations for rotary-pistons, the running characteristics and the permissible temperatures have been taken into account. No preference is expressed, the choice should be made according to customer requirements.
The data in the summary generally applies to a liquid temperature of 20 °C (68 °F). with the exception of substances which can only be metered, when heated, e.g. bitumen or cocoa paste.
The word "solution" always denotes an aqueous solution.
|
Materials |
Casing and measuring chamber |
Rotary piston |
Casing gasket |
|||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
Liquids |
Cast iron |
CrNiMo |
with |
Cast iron |
Ni-resist |
Carbon |
Hard rubber up to |
PCTFE |
PTFE/graphite up to |
PN 4/6/10/25/63 AFM 34 |
PN |
40 |
|
FPM |
FEP-FPM |
|||||||||||
|
Acetaldehyde |
• |
• |
• |
• |
• |
|||||||
|
Acetone |
•1) |
• |
• |
• |
• |
|||||||
|
Acrylonitrile |
• |
• |
• |
• |
||||||||
|
Aluminum sulfate solution |
• |
• |
• |
• |
• |
• |
||||||
|
Formic acid |
• |
• |
• |
|||||||||
|
Ammonia solution |
||||||||||||
|
• |
• |
• |
• |
• |
• |
||||||
|
• |
• |
• |
• |
||||||||
|
Ammonium chloride solution |
• |
• |
• |
• |
• |
• |
||||||
|
Amyl acetate |
• |
• |
• |
• |
||||||||
|
Amyl alcohol |
• |
• |
• |
• |
• |
• |
• |
|||||
|
Aniline |
•1) |
• |
• |
• |
• |
|||||||
|
Barium chloride solution |
• |
• |
• |
• |
• |
• |
• |
|||||
|
Benzaldehyde |
•1) |
• |
• |
• |
• |
|||||||
|
Benzene |
•1) |
• |
• |
• |
• |
|||||||
|
Benzol |
•1) |
• |
• |
• |
• |
|||||||
|
Bitumen (heat meter) |
• |
• |
• |
• |
• |
|||||||
|
Lead acetate solution |
• |
• |
• |
• |
• |
• |
• |
|||||
|
Lead chloride solution |
• |
• |
• |
• |
||||||||
|
Boric acid =5 %, = 50 °C (122 °F) |
• |
• |
• |
• |
• |
• |
• |
|||||
|
Butane |
•1) |
• |
• |
• |
• |
|||||||
|
Butyric acid |
• |
• |
• |
• |
• |
• |
• |
|||||
|
Butyl acetate |
•1) |
• |
• |
• |
||||||||
|
Calcium chloride solution |
•2) |
• |
• |
• |
• |
• |
• |
• |
||||
|
Caprolactam |
• |
• |
• |
• |
||||||||
|
Cellosolves |
•1) |
• |
• |
• |
• |
• |
||||||
|
Chlorobenzene (anhydrous) |
•1) |
• |
• |
• |
• |
|||||||
|
Chloroform |
• |
• |
• |
• |
||||||||
|
Choline chloride solution |
• |
• |
• |
• |
• |
|||||||
|
Chromium sulfate solution <50 °C (122 °F) |
• |
• |
• |
• |
• |
• |
• |
• |
||||
|
Cyclohexanol (Anol) |
•1) |
• |
•1) |
• |
• |
• |
• |
• |
||||
|
Diacetone alcohol |
•1) |
• |
• |
• |
• |
|||||||
|
Dibutyl phthalate |
• |
• |
• |
• |
• |
• |
• |
• |
||||
|
Diesel oil |
• |
• |
• |
• |
• |
• |
||||||
|
Dimethylaniline |
• |
• |
• |
• |
• |
• |
||||||
|
Ferric chloride solution |
• |
• |
• |
• |
• |
|||||||
|
Acetic acid |
• |
• |
• |
• |
• |
|||||||
|
Ethyl acetate |
•1) |
• |
• |
• |
||||||||
|
Ethyl alcohol (ethanol) |
•1) |
• |
• |
• |
• |
• |
||||||
|
Ethyl amine |
• |
• |
• |
|||||||||
|
Ethylene chloride, dry |
• |
• |
• |
• |
• |
|||||||
|
Ethylene glycol, anhydrous |
•1) |
• |
• |
• |
• |
• |
• |
• |
• |
|||
|
Fatty acid |
• |
• |
• |
• |
• |
• |
• |
|||||
|
Liquefied gas4) |
• |
• |
• |
• |
||||||||
|
Liquefied wax |
• |
• |
• |
• |
• |
|||||||
|
Formalin |
• |
• |
• |
• |
• |
• |
• |
|||||
|
Freon |
• |
• |
• |
•4) |
||||||||
|
Furfurol |
• |
• |
• |
• |
• |
• |
||||||
|
Glucose solution |
• |
• |
• |
• |
• |
|||||||
|
Glysantine |
•1) |
• |
•1) |
• |
• |
• |
• |
• |
• |
|||
|
Glycerine |
• |
|||||||||||
|
• |
• |
• |
• |
• |
• |
• |
|||||
|
• |
• |
• |
• |
• |
• |
||||||
|
Urea solution (aqueous) |
• |
• |
• |
• |
• |
• |
• |
|||||
|
Fuel oil, heavy |
• |
• |
• |
• |
• |
|||||||
|
Hydraulic oil |
• |
• |
• |
• |
• |
|||||||
|
Cocoa butter |
• |
• |
• |
• |
• |
• |
• |
|||||
|
Cocoa paste (heated) |
• |
• |
• |
• |
• |
• |
||||||
|
Caustic potash solution |
• |
• |
• |
• |
• |
•5) |
||||||
|
Potassium bichromate solution |
• |
• |
• |
• |
• |
• |
||||||
|
Potassium chloride solution |
•2) |
• |
• |
• |
• |
• |
• |
• |
||||
|
Magnesium chloride solution |
•2) |
• |
• |
• |
• |
• |
• |
|||||
|
Malt |
• |
• |
• |
• |
||||||||
|
Masut |
• |
• |
• |
|||||||||
|
Molasses (alkaline) |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
||
|
Molasses (acid) |
• |
• |
• |
• |
• |
• |
• |
|||||
|
Methanol (methyl alcohol) |
•1)3) |
• |
• |
• |
• |
• |
||||||
|
Methyl chloride |
•3) |
•3) |
•6) |
• |
• |
• |
• |
• |
||||
|
Methylene chloride |
• |
• |
• |
• |
||||||||
|
Naphtalin |
• |
• |
• |
• |
• |
• |
• |
• |
||||
|
Sodium acetate solution |
• |
• |
• |
• |
• |
• |
• |
|||||
|
Sodium chloride solution (acid) |
• |
• |
• |
• |
• |
• |
• |
|||||
|
Sodium chloride solution (alkaline) |
• |
|||||||||||
|
Sodium nitrite solution |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
||
|
Caustic soda |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|||
|
e.g. 50 %, 50 °C (122 °F) |
• |
• |
• |
• |
• |
• |
||||||
|
Nitrobenzene |
•1) |
• |
• |
• |
• |
|||||||
|
Oleum =40 %, 60 ... 70 % |
• |
• |
• |
|||||||||
|
Paraffin oil |
• |
• |
• |
• |
||||||||
|
Petroleum |
• |
• |
• |
• |
• |
|||||||
|
Petroleum |
• |
• |
• |
• |
• |
|||||||
|
Vegetable |
||||||||||||
|
• |
• |
• |
• |
• |
• |
• |
|||||
|
• |
• |
• |
• |
• |
|||||||
|
Phenol |
• |
• |
• |
• |
• |
• |
||||||
|
Phosphoric acid |
•7) |
•6)7) |
• |
• |
• |
• |
• |
|||||
|
Phosphorous trichloride |
•6) |
• |
• |
• |
• |
|||||||
|
Castor oil |
• |
• |
• |
• |
• |
• |
||||||
|
Soot oil |
• |
• |
• |
• |
||||||||
|
Nitric acid |
• |
• |
• |
|||||||||
|
Hydrochloric acid |
• |
• |
• |
|||||||||
|
Chocolate compound |
• |
• |
• |
• |
• |
• |
||||||
|
Sulfur (liquid) |
• |
• |
• |
|||||||||
|
Carbon bisulfide |
•1) |
• |
• |
• |
• |
• |
• |
|||||
|
Sulfuric acid |
• |
• |
• |
• |
• |
|||||||
|
• |
• |
• |
• |
• |
|||||||
|
• |
• |
• |
• |
• |
|||||||
|
• |
• |
• |
• |
• |
|||||||
|
• |
• |
• |
• |
||||||||
|
Sea water |
•2) |
• |
• |
• |
• |
• |
• |
|||||
|
Soap (liquid) |
• |
• |
• |
• |
||||||||
|
Soap solution |
• |
• |
• |
• |
• |
• |
||||||
|
Silicium tetrachloride |
•2) |
• |
• |
• |
• |
• |
||||||
|
Starch solution |
• |
• |
• |
• |
• |
• |
||||||
|
Carbon tetrachloride |
•1) |
•2) |
• |
• |
• |
• |
||||||
|
Toluene |
•1) |
• |
• |
• |
• |
|||||||
|
Transformer oil |
• |
• |
• |
• |
||||||||
|
Trichloroethylene |
•2) |
• |
• |
• |
• |
|||||||
|
Vinyl chloride |
• |
• |
• |
• |
||||||||
|
Water, demineralized |
• |
• |
• |
• |
• |
• |
||||||
|
Hydrogen peroxide |
•8) |
• |
• |
|||||||||
|
Plasticizer |
• |
• |
• |
• |
• |
|||||||
|
Wine |
• |
• |
• |
• |
• |
• |
||||||
|
Xylene |
•1) |
• |
• |
• |
• |
|||||||
|
Zinc chloride solution |
•2) |
• |
• |
• |
• |
• |
||||||
|
Sugar solution |
• |
• |
• |
• |
• |
|||||||
|
Sugar syrup |
• |
• |
• |
• |
• |
|||||||
1) With metered liquids with a strong degreasing action, rust can occur through atmospheric humidity if the mechanism is run empty.
2) Pitting may occur
3) Butane, propane, propylene
4) Not resistant to Freon 21, 22, 31 and 32
5) Resistant < 30 %
6) duroplastic/tantalum design
7) Without addition of chlorine and fluorine
8) To be pickled and passivated
Definitions
Flow
qmin is the smallest flow rate which must be present if readings within the stated tolerance are to be obtained under the given operating conditions. The value qmin primarily depends on the viscosity of the liquid.
Attention must also be paid to the weight and material running characteristics of the moving parts of the metering mechanism. Data on qmin as a function of the above mentioned factors are listed in the technical data of the respective mechanism.
qmax is limited by
- The maximum permissible speed which can be expected of the moving parts of the mechanism (rotary piston) without the life (long-term accuracy) of the meter being shortened to an unacceptable extent. For this reason, the permissible qmax value for continuous operation is restricted to approx. half of the qmax for batch operation (approx. 1500 h/year).
- The pressure loss, i.e. the pressure difference occurring in the mechanism through hydraulic losses. A maximum value of 3 bar (43.5 psi) is permissible. This value is only reached with very high viscosities and large flow rates. The meter size and the viscosity of the liquid are decisive factors for the actual pressure loss which occurs.
Values for qmax continuous und qmax batch (dependent on viscosity) are listed in the technical data.
Theory of the error curve for volumetric meters
On the basis of the German Standards and Weights and Measures Regulations (also EC and OIML recommendations), the measuring error in volumetric meters, i.e. the difference between the registered quantity (A, actual reading) and the actual quantity (N, correct value) is defined as follows: a positive error means an indication which is too large, a negative error an indication which is too small, compared to the actual quantity (N). To calculate the percentage error, the following applies:
f = (A - N)/N · 100 in % of the correct value
The primary cause of measuring errors is the gap loss which cannot be completely avoided despite the highest manufacturing precision for the parts of the mechanism - a flow which does not produce a corresponding rotary movement in the mechanism and is thus not recorded.
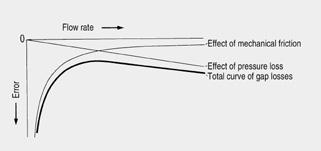
Diagram to illustrate the theory of the error curve for volumetric meters
If it is assumed that other external influences, e.g. gas inclusions in the liquid to be measured, are eliminated by appropriate measures, the following simplified statement can be made on the form of the error curve:
Gap losses always lead to negative errors (positive delivery error corresponds to a negative indication error).
The total gap loss is made up of two components:
- A component with a hyperbolic function which results from the varying influence of mechanical friction (this influence decreases with increasing flow rate after the friction at rest has been overcome) and
- A loss component which increases linearly with the flow rate and is due to the increasing flow resistance and thus the higher pressure difference in the mechanism.
The total curve can be formed from these two effects. It is characteristic for all positive displacement meters. To simplify things, the illustration "Error curves of volumetric meters" has been considerably enlarged.
Error curves of rotary-piston meters
The shape of the error curve is also affected by the viscosity of the metered liquid. The error in measurement increases with decreasing viscosity, especially at the beginning and towards the end of the flow rate range.
By appropriate regulation, i.e. changing a pair of gear-wheels between the meter mechanism and the register, the position of the error curve can be displaced parallel to the zero line and thus the meter can be optimally calibrated. The appropriate pair of replacement gears can be read off from a table or determined with the aid of a calculating disk.
The illustration "Error curves of volumetric meters" shows error curves without any regulation having been carried out.
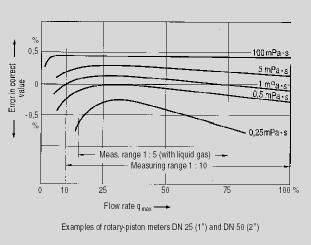
Error curves of volumetric meters dependent in shape and location on the flow rate and the viscosity of the liquid
Note: 1 mPa·s = 1 cp
Measuring accuracy
The rotary-piston meters are approved in the European Community and in many other countries for the custody transfer.
The following error limits apply between 0.2 % and 0.5 % of the correct value (depending on the liquid, the measuring range and the relevant calibration specifications).
The stated error limits in % of the correct value apply to the whole flow rate and for any delivery quantity greater than the smallest permissible quantity.
This is an important difference compared to other measuring instruments whose errors are related to the full-scale value and thus only reach the stated accuracy at one point – full-scale deflection. The minimum flow rate should not fall below 10 % of the maximum flow rate in order to remain within the stated accuracy limit. This explains why the usual flow rate range for volumetric meters is 1:10.
Note:
The measuring system of the rotary-piston meter must always be filled with the liquid to be measured in order to achieve a high measuring accuracy.
Service life (long-term accuracy)
The service life of a volumetric meter, i.e. the operating time until an overhaul or recalibration becomes necessary, is determined by the mechanical abrasion of the moving parts of the mechanisms which occurs because of forces from the metered liquid.
As well as the nature of the materials used (running characteristics), the service life is dependent on the lubricating properties of the metered liquid, the service is dependent on the lubricating properties of the metered liquid, the daily operating time and the cube of the flow rate (speed of rotation). The last factor is one of the reasons why only half of the maximum flow rate specified for the batch operation is permissible for continuous operation.
Since the above factors can hardly be determined exactly with industrial use of the meter, unequivocal statements on the service life (long-term accuracy) are not possible.
Recalibration is required every two years by law (in Germany) for meters used for custody transfer. On the basis of this regulation, it is recommended that meters which are not used for custody transfer be checked and recalibrated if necessary, at intervals of two to three years. This recommendation is also based on average, "normal" operating conditions. A period of 3 years is too short, for example, for a meter used for the batch dispensing of lubricating oil, it will still work within the stated error limits even after five years or more.