

Интерпретатор ISO-диалекта Online
Программы обработки деталей для УЧПУ SINUMERIK в общем и целом программируются согласно DIN 66025 и соответствующим расширениям. Созданные по стандарту ISO программы обработки деталей, к примеру, G-коды других изготовителей, с помощью интерпретатора ISO-диалекта Online могут загружаться, редактироваться и выполняться в системах ЧПУ SINUMERIK.
Режимы работы
В области управления "Станок" можно выбирать между тремя режимами работы:
- JOG
Режим работы JOG (ручное перемещение осей) предназначен для ручного перемещения осей и шпинделей, а также для отладки станка. Для отладки существуют функции "Реферирование", "Репозиционирование", "Движение с помощью маховичка или с заданным размером шага" и "Переопределение нулевой точки системы управления" (Preset/установка фактического значения). - MDA
В режиме работы MDA (Manual Data Automatic/ручной ввод) можно вводить отдельные кадры программы или последовательности кадров и сразу же выполнять их через NC-Start. После проверенные кадры могут сохраняться в программы обработки деталей. С помощью вспомогательного режима работы "Обучение" (Teach In) процессы движения через прохождение и сохранение позиций могут передаваться в программу MDA. - АВТО
В режиме работы АВТОМАТИКА программы обработки деталей после выбора в директории деталей, программ обработки деталей или подпрограмм, выполняются в полностью автоматическом режиме (обычный режим обработки деталей). Параллельно АВТОМАТИЧЕСКОМУ режиму можно создавать или исправлять другую программу обработки детали.
В режимах работы MDA и АВТО с помощью следующих функций управления программой можно изменять ход программы:
SKP пропускаемый кадр (до восьми уровней пропуска) DRY подача пробного хода
ROV коррекция ускоренного хода
SBL1 отдельный кадр с остановом после кадров с функциями станка
SBL2 отдельный кадр с остановом после каждого кадра
SBL3 останов в цикле
M01 запрограммированный останов
DRF функция дифференциального преобразования координат
PRT тестирование программы
Языки ПО управления (опция N00)
В ПО управления для текстов индикации интерфейса уже реализованы такие базовые языки, как китайский упрощенный, немецкий, английский, французский, итальянский и испанский. Но возможно переключение online между приоритетным и дополнительным языком. Другие языки могут быть дополнительно заказаны с опцией N00.
Работа без панели оператора SINUMERIK OP (P00)
Работа SINUMERIK через VNC viewer требует подтверждения на панели оператора SINUMERIK, что операция в настоящее время разрешается через VNC viewer. Когда панель оператора SINUMERIK не используется, этот параметр может использоваться для подавления сканирование подтверждения.
Маятниковые функции (опция M34)

Маятниковые функции
При этой функции ось качается с запрограммированной подачей между двумя точками возврата; использование, к примеру, для шлифовальных станков.
Асинхронное качание за границы кадра
Могут быть активны несколько качающихся осей. При маятниковом движении возможна произвольная интерполяция других осей. Качающаяся ось может быть входной осью для динамической трансформации или ведущей осью для Gantry- и буксируемых осей.
Не модальное качание
- Качание с подачей в обеих или только в левой/правой точке возврата. Подача возможна на запрограммированный путь перед точкой возврата.
- Ходы выхаживания возможны после качания.
Поведение качающейся оси в точке возврата:
- Запускается смена направления
- Без достижения границы точного останова (мягкий реверс),
- После достижения запрограммированной позиции или
- После достижения запрограммированной позиции и истечения времени ожидания.
- Возможны следующие управления:
- Маятниковое движение и подача могут быть отмены через стирание остатка пути
- Изменение точек возврата через программу ЧПУ, PLC, маховичок или клавиши направления
- Управление скоростью подачи качающейся оси через программу ЧПУ, PLC или через процентовку
- Управление маятниковым движением через PLC
И шпиндель может выполнять маятниковое движение.
Пара осей синхронного хода (Gantry-оси) (опция М02)
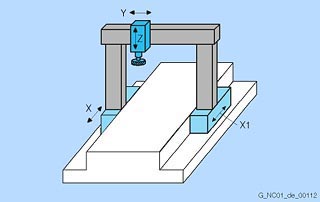
Gantry-ось (пара синхронного хода X/X1)
С помощью функции "Gantry-оси" оси из макс. трех механически соединенных пар осей могут перемещаться одновременно без механического смещения. Фактические значения постоянно сравниваются и минимальные отклонения исправляются.
При управлении и программировании определенные в Gantry-соединении оси обрабатываются как ось станка. Gantry-соединение состоит из одной ведущей оси и макс. 2 ведомых осей. 2 ведущие оси могут соединяться через интерполяцию таблиц кривых.
Оценка пути перемещения (опция M53)
→ Синхронные действия
С помощью обработки пути перемещения (Path Length Evaluation) в УЧПУ могут буферизироваться данные, позволяющие делать заключения о состоянии ТО станка. На первой ступени регистрируются следующие данные:
- общий путь перемещения каждой оси
- общее время перемещения каждой оси
- число процессов перемещения каждой оси (стоп-движение-стоп)
- общая сумма рывков каждой оси
Эти данные помещаются в SRAM и сохраняются после Power-On/Off. Таким образом, через внешнюю службу могут быть получены непротиворечивые данные по всему сроку службы станка. Дополнительно через системные переменные эти данные могут считываться в программе обработки детали и в синхронных действиях.
Путевые сигналы/механизм уставок (опция M07)
→ Быстрые цифровые входы/выходы ЧПУ
С помощью путевых сигналов могут устанавливаться зависящие от положения интерфейсные сигналы для PLC. Значения позиций, при которых должен быть установлен сигнальный выход, а также время предварения/задержки, могут программироваться в программе обработки детали и изменяться через установочные данные. Функция может управляться через PLC.
Возможность использования, к примеру, для активации защищенных областей или запуск движений в зависимости от положения, к примеру, гидравлические качающиеся оси при шлифовании.
Путевые сигналы выводятся в такте IPO, но также могут выводиться и с функцией "Быстрые входы/выходы ЧПУ" в такте управления положением как включающие выходы.
Зависимый от скорости движения по траектории вывод аналогового значения
(опция M37)
С помощью зависимого от скорости движения по траектории вывода аналогового значения актуальная скорость движения по траектории может выводиться в такте интерполяции через аналоговый модуль SIMATIC DP ET 200. Функция программируется через синхронные действия.
Используется для управления мощностью лазера.
Индикация переменных пользователя открытым текстом
→ Высокоуровневый язык программирования ЧПУ
Наряду с предопределенными переменными, программист может определять собственные переменные и присваивать им значения.
Переменные отображаются открытым текстом, к примеру, определение: DEF INT NUMBER/Bzlbrfwby: NUMBER или определение: DEF REAL DEPTH/Индикация: DEPTH.
PLC
SIMATIC STEP 7
PLC SINUMERIK программируется с помощью удобного для пользователя ПО SIMATIC STEP 7.
ПО программирования STEP 7 базируется на операционной системе Windows и содержит надежные функции программирования STEP 5 с инновационными нововведениями. Предлагаются типы представления STL (список инструкций), FBD (функциональная схема) и LAD (релейно−контактная схема).
Переключение осуществляется через выпадающие меню в STEP 7.
Для структурированного программирования предлагаются следующие блоки:
- организационные блоки (OB)
- функциональные блоки (FB) и вызовы функций (FC)
- блоки данных (DB)
Дополнительно могут вызываться встроенные в операционную систему системные функциональные блоки (SFB) и системные функции (SFC).
Программный пакет STEP 7 (для SIMATIC S7-300) стандартно представлен на программаторах SIMATIC (к примеру, полевой PG). Также предлагается программный пакет для стандартного промышленного PC.
Программирование PLC может быть выполнено и на других высокоуровневых языках программирования SIMATIC S7, к примеру, S7-HiGraph, S7-Graph.
Интерфейс PLC/NCK
Через интерфейс NCK и PLC может быть выполнено множество функций, обеспечивающих очень гибкий процесс обработки, к примеру:
- управление позиционирующими осями
- исполнение синхронных действий (вспомогательные функции)
- чтение и запись системных переменных NCK через PLC
- чтение и запись переменных пользователя NCK через PLC
Главная программа PLC, входящая в инструментарий, организует обмен сигналами и данными между программой электроавтоматики и областями NCK, PCU и станочного пульта. Сигналы и данные делятся на следующие группы:
- Циклический обмен сигналами:
Команды от PLC на NCK (к примеру, старт, стоп) и информация о состоянии NCK (к примеру, программа выполняется). Циклический обмен сигналами выполняется главной программой в начале цикла PLC (OB1). Тем самым обеспечивается, к примеру, постоянство сигналов NCK по всему циклу PLC. - Управляемый событиями обмен сигналами NCK → PLC
Функции PLC, которые должны выполняться в зависимости от программы обработки детали, запускаются через вспомогательные функции в программе обработки детали. При передаче кадра со вспомогательными функциями на исполнение, от типа вспомогательной функции зависит, должен ли NCK ожидать исполнение этой функции (к примеру, смена инструмента) или эта функция будет выполнена параллельно с обработкой детали (к примеру, приготовление инструмента на фрезерных станках с цепными магазинами). Для того, чтобы как можно меньше влиять на обработку ЧПУ, передача данных должна осуществляться по возможности быстро, но при этом надежно. Поэтому она осуществляется с управлением по ошибкам и квитированиям. Главная программа обрабатывает сигналы и данные, квитирует их на NCK и передает данные частично в OB40 или частично в начале цикла на интерфейс пользователя. Если квитирования пользователя для данных не требуется, то это не влияет на обработку ЧПУ. - Управляемый событиями обмен сигналами PLC → NCK
Во всех тех случаях, когда PLC передает задание на NCK (к примеру, перемещение вспомогательное оси), происходит управляемый событиями обмен сигналами PLC → NCK. И здесь передача данных управляется квитированием. Из программы пользователя такой обмен сигналами запускается через FB или FC. Соответствующие FB (функциональные блоки) и FC (вызовы функций) поставляются вместе с главной программой. - Сообщения
Регистрация и подготовка сообщений пользователя осуществляются через главную программу. Через согласованное битовое поле известительные сигналы передаются в главную программу. Там сигналы обрабатываются и при возникновении событий сообщений вносятся в диагностический буфер PLC. Если имеется OP, то сообщения передаются на OP и также отображаются.
Программирование PLC с HiGraph
Метод HiGraph используется для описания технических систем и для перевода этих описаний в программы PLC.
С ним станок или установка могут рассматриваться как комбинация самостоятельных функциональных блоков. Эти функциональные блоки могут состоять из механических и электрических базовых элементов. Метод HiGraph используется в области автоматизации станков и установок, для которых механические движения и процессы во времени являются приоритетными, к примеру, для металлообрабатывающих станков, автоматических линий, подъемно-транспортного оборудования или
в транспортировочной технике.
Метод HiGraph может использоваться:
- на этапе планирования станка или установки
- при планировании функций
- на этапе проектирования, к примеру, механики
- при разработке программ
- на этапе тестирования и ввода в эксплуатацию
- при управлении автоматическим станком
- при сервисном обслуживании и диагностике
Преимущества метода HiGraph:
- ускорение перехода от проекта до результата
- сокращение времени тестирования
- структурирование через символические имена
- прикладная направленность
- объектно-ориентированное мышление
- графическое программирование
- простота в использовании
- надежное ПО
- быстрая и простая диагностика
- машинно-ориентированный сервис
PLC состояние
Пульт оператора в области управления "Диагностика" предлагает возможность проверять и изменять сигналы состояния PLC.
Тем самым на месте без программатора можно:
- проверять входные и выходные сигналы периферии PLC
- выполнять ограниченный поиск ошибок
- контролировать интерфейсные сигналы NCK/PLC и PCU/PLC для диагностики
В частности, состояние следующих данных может быть отображено через пульт оператора:
- интерфейсные сигналы с/на станочный пульт
- интерфейсные сигналы NCK/PLC и PCU/PLC
- блоки данных, меркеры, таймеры, счетчики, входы и выходы
Для тестирования состояние в.у. сигналов может изменяться. Возможны комбинации сигналов, одновременно может быть изменено до десяти операндов.
Память пользователя PLC
В память пользователя PLC-CPU помещаются программа электроавтоматики и данные пользователя вместе с главной программой PLC.
Память PLC-CPU подразделяется на память загрузки, оперативную память и системную память. Память загрузки, как постоянная память, интегрирована как RAM или может быть вставлена как модуль (карта памяти) и содержит информацию данных, программ и обратного перевода.
Память загрузки и быстрая оперативная память для релевантных для процесса программных тестов предлагают достаточно места для программ пользователя.
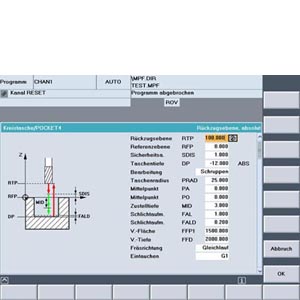
Полярные координаты
При программировании в "полярных координатах" позиции могут определяться относительно установленного центра через указание радиуса и угла. Центр может быть определен через исходный или составной размер.
Полиномиальная интерполяция (опция M18)

Полиномиальная интерполяция
С помощью полиномиальной интерполяции возможна интерполяция кривых, при которых оси ЧПУ следуют функции:
f(p) = a0 + a1p + a2p2 + a3p3 + a4p4 + a5p5 (полином, макс. 5. порядка)
Коэффициент a0 это конечная точка предшествующего кадра, а1 вычисляется как конечная точка актуального кадра, а2, а3, a4 и a5 должны быть рассчитаны на внешнем устройстве и после запрограммированы.
С помощью полиномиальной интерполяции могут создаваться различные ходы кривой, к примеру, линейные, параболические и степенные функции.
Полиномиальная интерполяция это в первую очередь интерфейс для программирования созданных на внешних устройствах сплайнов. Оптимальными для использования являются полиномы 5-ого порядка, когда коэффициенты поступают непосредственно из CAD-/CAM-системы (ближе к поверхности). Таким образом, условием эффективного использования этой полиномиальной интерполяции являются соответствующие CAD
/CAM-системы.
Коррекция радиуса инструмента может использоваться как при линейной и круговой интерполяции.
Контроль положения (контроль позиционирования)
В УЧПУ SINUMERIK имеются различные контрольные механизмы для осей:
- Контроли движения:
Контроль контура, контроль позиционирования, контроль состояния покоя, контроль зажима, контроль заданного значения скорости, контроль фактической скорости, контроль датчиков - Контроль статических ограничений: Контроль конечных выключателей, ограничение рабочего поля
Контроль позиционирования всегда активируется после завершения кадров движения "по заданному значению". Для того, чтобы убедиться, что ось в течение заданного времени займет позицию, после завершения кадра движения запускается конфигурируемое в машинных данных время, по истечении которого проверяется, ниже ли предельного значения (машинные данные) погрешность запаздывания. После достижения заданной "Границы точного останова точного" или после вывода нового заданного значения положения, отличного от нуля (к примеру, при позиционировании на "Точный останов грубый" с последующей сменой кадра), контроль позиционирования отключается и сменяется контролем состояния покоя.
Контроль позиционирования действует для линейных и круговых осей, а также для управляемых по положению шпинделей. В режиме слежения контроль позиционирования не активен.
Позиционирующие оси/вспомогательные шпиндели (опция B01-B26)
Позиционирующие оси могут выполнять движения параллельно основной обработке, тем самым значительно сокращая вспомогательное время обработки. Их использование особо рекомендуется для управления устройствами подачи деталей и инструмента или инструментальными магазинами. Программирование может выполняться со спец. для оси подачей в программе обработки детали. Движение оси возможно и за границы кадра. Позиционирующие оси могут управляться и через PLC. Тем самым движения осей могут запускаться и без дополнительного канала обработки независимо от программы обработки детали.
Вспомогательные шпиндели это управляемые по скорости шпиндельные приводы без датчика фактического значения положения, к примеру, для инструментальных приводов.
Позиционирование осей/шпинделей через синхронные действия
Можно позиционировать оси/шпиндели в зависимости от условий (к примеру, фактические значения других осей, быстрые входы) со специальной подачей или специальной скоростью на определенное заданное значение через синхронные действия. Синхронные действия выполняются в такте интерполяции, параллельно обработке детали и не привязаны к границам кадров ЧПУ.
Эти т.н. командные оси и шпиндели могут запускаться в такте IPO непосредственно из главной программы. Путь, который должен быть пройден, либо задается постоянным, либо вычисляется из переменных реального времени (с расширенной арифметикой) в такте IPO. Возможен асинхронный запуск, остановка или позиционирование шпинделей без обработки PLC в зависимости от входных сигналов.
Preset
С помощью функции "Preset" может быть заново определена нулевая точка УЧПУ в системе координат станка. Значения Preset действуют на оси станка. При "Preset" оси не двигаются. Для текущих позиций осей вносится новое значение положения. После новой установки фактических значений, защищенные области и программные конечные выключатели снова активируются только после повторного реферирования.
Найти ошибку до ее возникновения – под этим лозунгом УЧПУ SINUMERIK предлагают возможность контроля инструмента и процесса. С помощью контроля активной мощности определяются, к примеру, поломка, износ и отсутствие инструмента. Кроме этого, возможны точное определение рабочего состояния и оптимизация процесса.
С помощью "PROFIBUS контроль инструмента и процесса" цифровые параметры привода, как то момент вращения, активная мощность и фактическое значение тока, передаются напрямую через интерфейс PROFIBUS DP на специальный модуль PROFIBUS Slave. Это аппаратное и программное обеспечение для анализа предлагается, к примеру, SINUMERIK Solution Partner. Одновременно может быть подключено до 2-х PROFIBUS-Slave.
PROFINET
PROFINET это открытый стандарт промышленного Ethernet организации пользователей PROFIBUS для техники автоматизации. PROFINET базируется на промышленном Ethernet и использует TCP/IP и стандарты IT.
Существует две модификации:
- PROFINET CBA (Component Based Automation) для соединения в сеть распределенных установок (компонентная технология)
- PROFINET IO (Input Output) для управления датчиками и исполнительными элементами через одну или несколько централизованных систем управления в технологическом оборудовании
PROFINET поддерживается PROFIBUS International и INTERBUS Club и начиная с 2003 является частью стандарта IEC 61158 и IEC 61784. PROFINET включает в себя:
- многоступенчатую концепцию реального времени
- простые полевые устройства, управляющие IO непосредственно в Ethernet
- конструирование модульных установок с высоким уровнем пригодности для повторного использования
- простую интеграцию существующих установок PROFIBUS или Interbus
PROFINET CBA
PROFINET CBA это концепция автоматизации для установок с распределенной, децентрализованной развитой логикой. Поэтому центральным местом этой инспирированной стандартом IEC 61499 модели является:
- структурирование логических частей установки на легко обозримые компоненты и их пригодность для повторного использования
- наглядный инжиниринг установки
- сплошная интеграция в существующие системы полевых шин
- коммуникация на базе Ethernet
Поэтому система PROFINET CBA всегда состоит из различных программируемых устройств управления с развитой логикой (компонентов). Компонент включает в себя все механические, электрические и информационные величины (программа PLC). Каждый отдельный компонент создается с помощью своего собственного спец. для изготовителя стандарта ПО программирования. Для соединения отдельных компонентов в установку, инжиниринга всей установки, предлагается графический, независимый от изготовителя редактор соединений (iMAP). Под инжинирингом в этом контексте понимается:
- проектирование установки
- определение обмена данными
- загрузка данных проектирования в компоненты
Для описания компонента создается стандартизированный файл PROFINET Component Description (PCD) в XML. Редактор соединений загружает эти описания и использует их для создания логических связей между отдельными компонентами.
Компонент PROFINET всегда состоит из
- точно одного физического устройства (PDev), с MAC- и IP-адресом
- одного или нескольких логических устройств (LDev)
- одного ACCO на LDEV
- одного или нескольких объектов автоматизации для рабочего использования на LDEV (RT-Auto)
ACCO (Active Control Connection Object) работает как абонент и провайдер и является центром коммуникации.
RT-Auto содержит технологическую функциональность, т.е. исполняемую программу.
PROFINET IO
Система PROFINET IO состоит из следующих компонентов:
- IO-Controller это система управления, обычно PLC, ЧПУ, роботизированное управление или Motion Controller, управляющий задачей автоматизации. (если сравнивать с PROFIBUS, то IO-Controller это Master.)
- IO-Device это децентрализованное полевое устройство, подключаемое через PROFINET IO. Оно управляется с IO-Controller. IO-Device может состоять из нескольких модулей и субмодулей.
Всем передаваемым данным для адресации назначены слоты и субслоты.
Они описаны в файле описания устройств (General Station Description GSD-файл).
Примерами PROFINET IO-Device является децентрализованная периферия ET200 или привод SINAMICS. (если сравнивать с PROFIBUS, то IO-Device это Slave) - IO-Supervisor это обычно программатор (PG), PC или устройство HMI для ввода в эксплуатацию или диагностики. Оно имеет инжиниринговый инструментарий для параметрирования и диагностики отдельных IO-Device. (если сравнивать с PROFINET, то по функции это был бы Master класса 2)
PROFINET IO предлагает определения протоколов для следующих функций:
- циклическая передача данных IO
- ациклическая передача ошибок, которые должны быть квитированы
- ациклическая передача данных (параметры, подробная диагностическая информация, данные ввода в эксплуатацию, данные I&M)
Между IO-Controller и IO-Device устанавливается прикладное отношение (Application Relation AR). При этом вид коммуникации определяет коммуникационные отношения, возможности диагностики и возможный обмен полезными данными. Поэтому через эти AR определяются коммуникационные отношения (Communication Relations CR) с различными свойствами для передачи параметров, циклического обмена данными и обработки ошибок.
Коммуникация выполняется для каждого IO-Controller с IO-Device через заранее установленные каналы связи. Между различными устройствами может быть установлено несколько прикладных отношений.
Для приложений Motion Control возможно решение регуляторов приводов с тактовой синхронизацией с PROFINET IO и профилем PROFIdrive.
Конкретное отображение функциональности устройств на модель PROFINET IO, т.е. свойства IO-Device, должны быть описаны изготовителем устройства в файле GSD. Языком для этого служит GSDML (GSD Markup Language), язык на базе XML. Файл GSD загружается ПО для технических разработок и служит основой для планирования конфигурации системы PROFINET IO.
Предварительная обработка программы (опция M00)
Предварительная обработка циклов значительно сокращает время обработки программы ЧПУ. Находящие в директориях в стандартных циклов и циклов пользователя программы при установленных машинных данных подвергаются предварительной обработке при Power On. Прежде всего в программах с элементами языка высокого уровня и в программах с большим объёмом вычислений, к примеру, с управляющими структурами, синхронными действиями движения, циклами обработки резаньем, время обработки может быть сокращено на 1/3.
ProgramGUIDE
→ SINUMERIK Operate Easy Screen
„ProgramGUIDE“ с „анимированными элементами“ и „текстом курсора“ оказывает отличную поддержку при интеграции циклов в программы обработки деталей. Пользователь в „Easy Screen“ может определять собственные программные клавиши, поля ввода и маски.
Программируемое ускорение
С помощью программируемого ускорения можно управлять разгоном осей в программе, чтобы ограничить механические колебания в критических сегментах программы.
После траекторная или позиционирующая ось разгоняется с запрограммированным значением. Установленное в машинных данных значение ускорения может быть превышено на 100 %. Ограничение действует в АВТОМАТИЧЕСКОМ режиме и во всех типах интерполяции. Как часть интеллектуального управления движением, эта функция также обеспечивает более точную поверхность детали.
Язык программирования
Основой языка программирования ЧПУ является DIN 66025. Новые функции высокоуровневого языка программирования содержат и определение макросов (объединение отдельных операторов).
Защита от столкновения осей, PROT (опция N06)
Загружаемый компилируемый цикл обеспечивает защиту от столкновений макс. 5 пар осей, которые движутся по общей направляющей и могут столкнуться друг с другом. Затронутые оси могут быть активны и в различных каналах. Направления перемещения осей одной пары могут быть различными. Возможен и контроль макс. дистанции.
Защищенные области 2D/3D
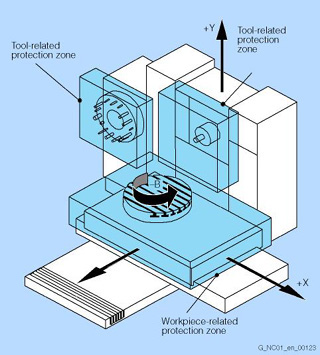
Защищенные области
С помощью защищенных областей можно защитить различные элементы на станке и его оснащение, а также изготовляемую деталь от неправильных движений.
Защищаемыми элементами могут быть, к примеру:
- неподвижные компоненты станка и пристроенные части (инструментальные магазины, поворотные измерительные щупы)
- подвижные части, относящиеся к инструменту (инструментальный суппорт)
- подвижные части, относящиеся к детали (рабочие столы, прихваты, патроны шпинделей, задние бабки)
Для защищаемых элементов в программе обработки детали или через системные переменные определяются 2- или 3-мерные защищенные области.
Эти защищенные области могут быть активированы или деактивированы в программе обработки детали. Защищенные области делятся на относящиеся к детали и относящиеся к инструменту. При обработке в режимах работы JOG, MDA или АВТО проверяется, не нарушает ли инструмент (или его защищенные области) защищенных областей детали.
Контроль защищенных областей осуществляется с привязкой к каналу, т.е. выполняется взаимообразный контроль всех активных защищенных областей канала на предмет столкновений (защищенные области при системном ПО NCU для 2/6 осей не спец. для канала).
Предлагается макс. десять защищенных областей и десять элементов контура, описывающих одну защищенную область.
Функции штамповки и вырубки (опция M33)
Спец. для штамповки и вырубки функции в основном реализованы через языковые команды, управление ходом и автоматическое разделение пути.
- языковые команды
Активация или деактивация функций штамповки и вырубки осуществляется через простые и наглядные элементы языка высокого уровня: PON, SON, PONS, PDELAYON и т.д. - управление ходом
С помощью быстрых, вводимых в выводимых в такте управления положением УЧПУ через приводную шину сигналов, осуществляется синхронизация между ЧПУ и штамповочным блоком. Благодаря этому могут быть достигнуты высокие скорости при высокой точности. - автоматическое разделение пути
Можно выбрать, будет ли УЧПУ автоматически делить путь обработки на участки хода (SPP) или на число ходов (SPN). С SPP путь перемещения делится на программируемые участки пути одинакового размера (действует модально). SPN делит путь перемещения на запрограммированное число участков пути (действует покадрово).
Компенсация квадрантных ошибок

Квадрантные переходы без компенсации
Квадрантные переходы с компенсацией квадрантных ошибок
Компенсация квадрантных ошибок (или "компенсация трения") обеспечивает, прежде всего, при обработке круговых контуров, значительное увеличение точности контура. На квадрантных переходах одна ось движется с макс. скоростью движения по траектории, вторая ось при этом остается на месте. Из-за различных условий трения могут возникнуть погрешности контура. Компенсация квадрантных ошибок надежно исправляет эти ошибочные действия и обеспечивает уже при первом проходе обработки отличные результаты без ошибок контура.
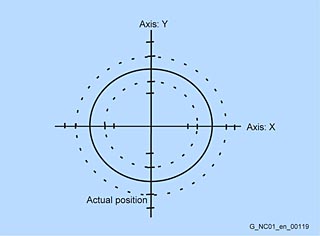
При компенсации квадрантных ошибок через панель управление, интенсивность корректирующего импульса устанавливается согласно характеристике в зависимости от ускорения. Эта характеристика определяется и параметрируется при вводе в эксплуатацию с помощью кругового теста. При круговом тесте при обходе кругового контура отклонения фактической позиции от запрограммированного радиуса (особенно на квадрантных переходах) фиксируются техническими средствами измерения и отображаются графически.
Реферирование
При использовании оси станка в режиме программного управления необходимо убедиться, что предоставленные измерительной системой фактические значения соответствуют значения координат станка. Подвод к референтным точкам (конечным выключателям) осуществляется с фиксированной скоростью отдельно для каждой оси через клавиши направления в свободно определяемой через машинные данные последовательности или автоматически через программную команду G74. При подключении линейных измерительных систем с референтными метками с кодированным расстоянием реферирование сокращается, т.к. требуется только переход до следующей референтной метки.
Реферирование оси с абсолютными датчиками выполняется автоматически при включении УЧПУ (без
движения оси), если соответствующая ось определяется как юстированная.
Repos
После прерывания программы в АВТОМАТИЧЕСКОМ режиме (к примеру, для выполнения измерения на детали и исправления значений износа инструмента или после поломки инструмента), инструмент, после перехода в режим работы JOG, может быть отведен в ручном режиме от контура.
В этом случае УЧПУ сохраняет координаты места прерывания и показывает пройденные в "Jog" разницы пути осей в окне фактического значения как "Repos"-смещение (смещение обратного позиционирования). Повторный подвод к контуру может быть выполнен:
- Через панель оператора режиме работы JOG с участием клавиш осей и направления. Переход через место прерывания невозможен, т.к. действует переключатель процентовки подачи.
- Через программу (с привязкой к кадру прерывания) либо на точку прерывания, начальную точку кадра, на точку траектории между началом кадра и прерыванием, либо на конечную точку кадра. Измененные коррекции инструмента учитываются. Движения подвода могут быть запрограммированы как прямая, четверть круга или полукруг.
Представление (2D) защищенных областей 3D/рабочих областей
→ Ограничение рабочего поля; защищенные области
С помощью защищенных областей различные элементы на станке, оснащение и деталь могут быть защищены от неправильных движений. Запрограммированные трехмерными защищенные области отображаются 2-мерными. Эта индикация действует и для запрограммированных ограничений рабочего поля.
Определение остатков материала (опция P13)
Области контура, которые не могут быть обработаны большими инструментами, автоматически определяются циклом для контурных карманов или циклом обработки резаньем. Оператор может целенаправленно доработать эти области с помощью подходящего инструмента меньшего размера.
Токарная обработка контура предлагает:
- параллельная контуру/оси обработка резаньем с определением остатков материала
- прорезание контура с определением остатков материала
- токарная выточка с определением остатков материала
Фрезерование контура предлагает:
- контурная цапфа с определением остатков материала
- контурный карман с определением остатков материала
- поэтапная обработка, к примеру: центрование, предварительное сверление, черновая обработка и черновая обработка остаточного материала, чистовая обработка, край/основание, снятие фаски
Круговая ось, бесконечно вращающаяся
В зависимости от поставленной задачи, рабочая область круговой оси может быть ограничена через программные конечные выключатели (к примеру, рабочая область между 0° и 60°) или на соответствующее число оборотов (к примеру, 1000°) или выбрана как бесконечная (бесконечное вращение в обоих направлениях).
Эта функция может использоваться и с абсолютными датчиками.
Safety Integrated
SINUMERIK Safety Integrated это встроенные функции безопасности, с помощью которых может быть реализована высокоэффективная защита персонала и оборудования. Функции безопасности отвечают требованиям согласно DIN EN 61508 для использования до SIL2 включительно и категории 3, а также PL d по DIN EN ISO 13849. Тем самым возможно простое и рентабельное внедрение основных требований по функциональной безопасности. В объем функций входят, к примеру:
- функции для безопасного контроля скорости и состояния покоя
- функции для безопасного ограничения рабочего и защищенного пространства и для определения областей
- прямое подключение всех безопасно-ориентированных сигналов и их внутренняя логическая связь
Safety Integrated (опция M63)
Пакет функций SI-Basic (включ. 1 ось/шпиндель, до 4 SPL I/O) для одного NCU.
Safety Integrated (опция M64)
Пакет функций SI-Comfort (включ. 1 ось/шпиндель, до 64 SPL I/O) для одного NCU.
Компенсация провисания, многомерная (опция M55)
Пример: Компенсация провисания
Последствия физических воздействий и производственных допусков, как то провисание или погрешность ходового винта, могут быть компенсированы и многомерно. Таблицы компенсаций могут переключаться с PLC.
Если ось отсчета и ось компенсаций идентичны, то могут быть компенсированы погрешности ходового винта. Через передачу весовых коэффициентов (интерфейс PLC) сохраненные кривые компенсаций могут быть адаптированы к различным условиям (к примеру, инструментам).
Важными особенностями интерполяции и компенсации с таблицами являются:
- Могут определяться независимые кривые погрешностей, число = 2 х макс. число осей
- Свободно выбираемые позиции компенсаций, конфигурируемое число (в зависимости от конфигурации памяти пользователя ЧПУ)
- Интерполирующий учет значений компенсации
- Весовой коэффициент для компенсации веса инструмента
- Ось отсчета и ось компенсации по выбору
Ограниченная функциональность вариантов УЧПУ Export:
Диапазон допуска с возможность исправления ограничен до 1 мм (для вариантов УЧПУ Standard: 10 мм).
Трансформация "кинематика пантографа" SCIS (опция)
Кинематическая трансформация "пантограф" представляет собой 2-/4-осевую трансформацию с параллельной кинематикой. Она может работать как с изменяемыми по длине, так и с не изменяемыми по длине стержнями.
При использовании кинематических трансформаций, детали, как обычно, могут программироваться в декартовых координатах. УЧПУ SINUMERIK рассчитывает online требуемые движения осей станка. Т.е. программист может создавать программы обработки деталей также, как на обычном станке, не учитывая при этом специальной кинематики станка.
Касание, определение смещения нулевой точки
Посредством "Касания" можно вычислить и смещение нулевой точки с учетом (активного) инструмента и при необходимости базового смещения. Ось перемещается до детали, вводится требуемая заданная позиция (к примеру, 0) и УЧПУ вычисляет смещение нулевой точки.
Защитное отключение дисплея
При активированном защитном отключении дисплей и фоновая подсветка пульта оператора отключаются через устанавливаемое время или через управление с PLC. Это увеличивает срок службы дисплеев.
Отдельная подача по траектории для закруглений и фасок
Для оптимального решения задач обработки, для элементов контура "закругление" и "фаска" может быть запрограммирована отдельная подача по траектории с FRCM (модально) или с FRC (не модально). таким образом, через снижение подачи на закруглениях или фасках, может быть достигнута требуемая, геометрически точная форма
Серийный ввод в эксплуатацию
Для простого переноса определенной конфигурации в комплекте на другие УЧПУ с той же версией ПО, которые, к примеру, будут работать на таки же станках, предусмотрено создание т.н. файлов серийного ввода в эксплуатацию. Т.е. серийный ввод в эксплуатацию означает получение несколькими УЧПУ идентичного набора первичных данных. Можно заархивировать/загрузить набор данных ЧПУ, PLC и PCU для серийного ввода в эксплуатацию. Данные компенсации также могут быть сохранены как опция. Данные приводов сохраняются как двоичные данные, которые не могут изменяться.
Серийные вводы в эксплуатацию могут выполняться очень просто и удобно даже без программатора: Файл серийного ввода в эксплуатацию создается в PCU, сохраняется на PC-карту в УЧПУ, эта PC-карта вставляется в следующую УЧПУ и там запускается серийный ввод в эксплуатацию. Серийные вводы в эксплуатацию могут выполняться и через сетевой диск или карты памяти USB.
Установка фактического значения
Функция „Установка фактического значения" предлагается как альтернатива функции „Preset“: УЧПУ должна находиться в системе координат детали WCS. С помощью функции "Установка фактического значения" система координат детали устанавливается на определенную фактическую координату и полученное смещение между старым и новым введенным фактическим значением в WСS учитывается в 1-ом базовом смещении. Референтные точки сохраняются.
Переключение заданного значения (опция M05)
Переключение заданного значения используется для фрезерных станков со специальными фрезерными головками, к примеру, если двигатель шпинделя используется как для привода инструмента, так и для ориентации фрезерной головки. В этом случае шпиндель и оси фрезерной головки определяются в УЧПУ как самостоятельные оси, но последовательно перемещаются только одним двигателем.
До 4 осей может быть подключено к одному двигателю. Оси, между которыми переключается заданное значение, могут быть согласованы с различными каналами или группами режимов работы.
ShopMill/ShopTurn (опция P17)
Опция „ShopMill/ShopTurn“ содержит функции:
- программирование рабочих операций
Программирование рабочих операций
Обработки, как то сверление, центрование, выточка или фрезерование карманов, могут быть просто и наглядно представлены в форме рабочих операций. Тем самым программы обработки деталей – даже для сложных обработок – очень компакты и легко читаются. Схожие рабочие операции автоматически связываются и могут быть согласованы с любыми образцами позиций. Это единственное в своем роде удобство программирования обеспечивает сокращение времени программирования даже для сложных задач обработки.
SI-ось/шпиндель, дополнительная ось/шпиндель (опция C71-C78)
Дополнительно одна SI-ось/шпиндель
SI-ось/шпиндель-пакет, дополнительно 15 осей/шпинделей
(опция C61/C62)
Дополнительно еще 15 SI осей/шпинделей)
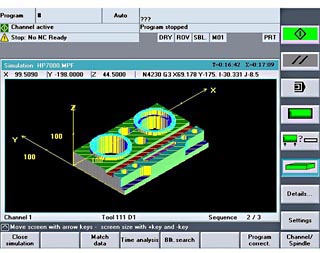
Симуляция
Поддержка режима симуляции осуществляется с помощью автономного интерпретатора программ и с помощью собственных сопутствующих данных симуляции на уровне HMI. Моделирующая программа учитывает практически весь синтаксис семейства УЧПУ SINUMERIK включая возможность интеграции специальных опций пользователя на станке через компенсацию данных с окружением NCK. Данные симуляции при необходимости могут быть компенсированы статически с окружением NCK (инициализационные данные, макросы, данные пользователя, данные инструмента, рабочие цикли) или также динамически при изменении данных инструмента или рабочих циклов.
Симуляции обработки, с упором на сверлильные/фрезерные и токарные технологии, могут выполняться в системе координат детали для определенных кинематик станков в зависимости от активного ПО управления (см. также обзор функций) и его версий следующим образом на интерфейсе управления УЧПУ:
Симуляция (SINUMERIK Operate)
- 3D-симуляция 1 (опция P25)
Параллельно с обработкой детали возможна симуляция обработки другой детали. Симуляция готовой детали осуществляется с реальными данными ЧПУ и ядром ЧПУ. Данные ЧПУ компенсируются автоматически при каждом переходе к 3D-симуляции. 3D-симуляция на NCU может использоваться от NCU 720.2.
Симуляция (HMI Advanced)
Симуляция сверления/токарной обработки с HMI-Advanced

Симуляция токарной обработки с HMI-Advanced
- сверление/фрезерование:
Симуляция многосторонних сверлильных и фрезерных обработок с отображением съема материала и/или подключаемым линейным графическим представлением траектории инструмента. Симуляция съема предназначена в первую очередь для параллельных оси обработок в прямоугольном 3D-пространстве детали. Информативная аппроксимация других кинематик, которые не могут быть точно представлены с помощью названной симуляции съема 3D, или обработок на основе не полных данных инструмента, все же возможна с помощью встроенной симуляции траектории инструмента. - комплексная токарная обработка:
Здесь токарные обработки могут быть представлены в боковых проекциях как линейная графика траектории инструмента с динамическим обновлением оболочки заготовки во вращательно-симметричном пространстве детали 2½D. Сверлильные и фрезерные обработки на торце или на боковой поверхности токарных деталей могут симулироваться с теми же особенностями, которые описаны в сверлении/фрезеровании, с представлением съема материала и/или линейной графикой траектории инструмента. Дополнительно предлагаются варианты представления для различных вариантов обработки (к примеру, токарная обработка перед/за центром вращения, на главном или встречном шпинделе, для горизонтальной или вертикальной ориентации токарного станка).
Результаты симуляции нескольких программ обработки детали могут быть последовательно (к примеру, исходя из предварительно формованной заготовки, для многосторонней фрезерной обработки, многопозиционной и многошпиндельной токарной обработки и т.д.) наложены на одну и ту же заготовку для создания общего представления. В конце концов, готовая деталь получается из последовательного взаимодействия всех симулированных программ обработки детали. При токарной обработке, среди прочего, возможен как ввод продольного смещения к обработке задней стороны с отраженными инструментами, так и ввод кодовых слов ЧПУ для динамического переключения шпинделей, к примеру, для режима главного и встречного шпинделя.
Визуализация симуляции во многих областях может настраиваться спец. для пользователя через маски. Графика может быть представлена в различных видах и сечениях, с зумированием и в нескольких окнах
Прорисовка (опция P23/P24)
При обработке траектории инструмента могут отображаться на дисплее УЧПУ с 3-х сторон или в 3D-графике. Графика и виды детали соответствуют графической симуляции.
SINUMERIK MDynamics
Технологические пакеты для 3- и 5-осевого фрезерования.
Функция Mdynamics обеспечивает отличные поверхности благодаря инновационному управлению движением и оптимизированному компрессору данных ЧПУ, быстрой адаптации к детали, инструменту и программному управлению, оптимальной обработке через гибкое программирование programGuide и ShopMill и тем самым минимизацию времени программирования.
- MDynamics 3 оси (опция S32) Содержит опции:
ShopTurn/ShopMill, определение и обработка остатков материала для контурных карманов и обработка резаньем.
3D-симуляция 1 (готовая деталь), прорисовка, Advanced Surface, сплайн-интерполяция, Transmit и трансформация боковых поверхностей и измерительные циклы. - MDynamics 5 осей (опция S33) Содержит опции:
ShopTurn/ShopMill, определение и обработка остатков материала для контурных карманов и обработка резаньем.
3D-симуляция 1 (готовая деталь), прорисовка, Advanced Surface, сплайн-интерполяция, Transmit и трансформация боковых поверхностей и измерительные циклы.
Пакет 5-осевой обработки, коррекция радиуса инструмента 3D и измерение кинематики.
SINUMERIK Operate пакет программирования/
SINUMERIK Operate Runtime-лицензия OA Программирование (опция P60)
С помощью пакета программирования SINUMERIK Operate пользователь SINUMERIK может создавать собственные интерфейсы управления, представляющие собой спец. для изготовителя станка или конечного пользователя дополнительные функции или только собственный формат экрана.
Запрограммированные интерфейсы управления Siemens или изготовителя станка могут быть изменены или заменены. Эта функция реализуется через инструментальную среду высокоуровневого языка программирования на основе C++/QT, которые позволяют генерировать независимый от платформы управляющий код для Windows XP (SINUMERIK PCU 50.3) и Linux (NCU).
Оформление масок осуществляется независимо от платформы в инструментальной среде.
Скомпилированные программные блоки передаются в соответствующие директории пользователя PCU 50.3 или NCU.
Примеры проектирования для новых масок, которые могут использоваться и как основа для собственных масок, находятся на DVD с пакетом программирования SINUMERIK Operate.
С помощью „пакета программирования SINUMERIK Operate“ могут быть реализованы следующие функции:
- включение масок и предоставление программных клавиш, переменных, таблиц, текстов, текстов помощи, графики и страниц помощи
- запуск операций при включении и выходе из масок, нажатие программных клавиш и ввод значений (переменных)
- динамическое изменение структуры масок с изменением программных клавиш, оформление массивов, отображение, замена и удаление индицируемых текстов и графики
- чтение и запись переменных, связывание с математическими, сравнивающими или логическими операторами
- выполнение подпрограмм, файловых функций, служб экземпляров программ (PI-службы) или внешних функций (SINUMERIK Operate)
- обеспечение обмена данными между масками
Для обработки структур пользователя требуется SINUMERIK Operate Runtime-лицензия OA программирование (опция P60).
SINUMERIK Operate Runtime-лицензия OA Easy Screen
(опция P64)
С помощью функциональности "Easy Screen" пользователь SINUMERIK может создавать собственные интерфейсы управления, представляющие собой спец. для изготовителя станка или конечного пользователя дополнительные функции или только собственный формат экрана.
Спроектированные интерфейсы управления Siemens или изготовителя станка могут быть изменены или заменены. Эта функция реализуется через встроенный интерпретатор и через файлы конфигурации, содержащие описание интерфейса.
Маски могут оформляться непосредственно на УЧПУ. Для создания графики и рисунков дополнительно требуется графическая программа. С помощью новых созданных интерфейсов управления могут обрабатываться программы обработки деталей.
Примеры проектирования для новых масок, которые могут использоваться и как основа для собственных масок, находятся на в прилагаемом инструментарии.
С помощью „Easy Screen“ могут быть реализованы следующие функции:
- включение масок и предоставление программных клавиш, переменных, таблиц, текстов, текстов помощи, графики и страниц помощи
- запуск операций при включении и выходе из масок, нажатие программных клавиш и ввод значений (переменных)
- динамическое изменение структуры масок с изменением программных клавиш, оформление массивов, отображение, замена и удаление индицируемых текстов и графики
- чтение и запись переменных, связывание с математическими, сравнивающими или логическими операторами
- выполнение подпрограмм, файловых функций, служб экземпляров программ (PI-службы) или внешних функций (HMI-Advanced)
- обеспечение обмена данными между масками
- Easy Screen конфигурируется через файлы ASCII, которые могут находиться на PCU. Интерпретируются файлы, содержащие описания ASCII для оформления окон управления, функции программных клавиш и отображаемых текстов и рисунков. Эти файлы конфигурации создаются, с соблюдением определенного синтаксиса, с помощью редактора ASCII.
С помощью встроенного редактора интерфейс управления на предопределенных программных клавишах уже в базовой комплектации может быть дополнен 5 структурами (более 5 структур с Operate Runtime-лицензией OA Easy Screen (опция P64).
Пропускаемые кадры
Кадры ЧПУ, которые должны исполняться не при каждом выполнении программы, примеру, отладка программы, могут быть пропущены. Пропускаемые кадры обозначаются символом „/" перед номером кадра. Операторы в пропущенных кадрах не выполняются, программа продолжается на следующем, не пропущенном кадре.
Может быть запрограммировано до восьми уровней пропуска (/0 до /7). Отдельные уровни пропуска активируются через блок данных на интерфейсе PLC.
Компенсация в пространстве, VCS plus (опция N17)
VCS plus предназначен для использования на больших станках (3- и 5-осевые двухстоечные продольно-фрезерные станки). Требования к точности позиционирования этих станков во всем рабочем пространстве (= объемная точность) постоянно увеличиваются и достигают в отдельных случаях < 50 мкм.
Компилируемый цикл „VCS plus“ реализует объемную компенсацию всех 21 степеней отсутствия ошибок, возможных для базовых осей декартового станка (на ось: линейность, 2 ошибки прямизны, качение, кивание, рыскание, а также погрешности ортогональности между осями). Эти геометрические погрешности станка вызывают смещение центра инструмента и ошибку его ориентации.
На 5-осевыом станке с помощью VCS plus при активной TRAORI осуществляется компенсация центра инструмента и погрешности ориентации инструмента.
По сравнению с SSFK (компенсация погрешности ходового винта) и CEC (компенсация провисания), VCS plus обеспечивает полную компенсацию геометрических погрешностей декартового станка. На VCS plus могут быть наложены уже установленные компенсации SSFK и CEC.
Измерение геометрических погрешностей станка выполняется с помощью внешних лазерных измерительных средств, которые макс. эффективно определяют такие погрешности. Результаты измерений передаются на SINUMERIK как файл в спец. читабельном формате VCS.
Измерение погрешностей станка является обязанностью OEM или пользователя станка. Поддержку измерения как сервисную услугу предлагают несколько SINUMERIK Solution Partner, которые могут создать требуемые для VCS plus, спец. для станка файлы VCS.
Компенсация ошибок в пространстве для кинематической
трансформации (опция M57)
Компенсация ошибок в пространстве (Space Error Compensation SEC) это метод компенсации для статических ошибок положения на (TCP). С ее помощью эти ошибки положения могут быть компенсированы одновременно в трех направлениях в пространстве x, y и z. Основой для определения погрешности являются измерительные устройства, позволяющие одновременно снимать три координаты одной точки измерения в нескольких решетчатых, распределенных в рабочем пространстве точках (к примеру, лазерное 3D-измерительное устройство). С помощью записанной 3-мерной таблицы ошибок, УЧПУ SINUMERIK может компенсировать соответствующие ошибки положения в реальном времени.
Функции шпинделя
Режимами работы шпинделя являются:
- режим управления (постоянная частота вращения шпинделя S или постоянная скорость резания G96)
- маятниковый режим
- режим позиционирования
- синхронный режим (синхронный шпиндель)
- резьбонарезание/нарезание внутренней резьбы
Функции режимов работы шпинделя:
- частота вращения шпинделя с процентовкой шпинделя
- 5 ступеней редуктора с задачей через:
- программу обработки детали (команды M41 до M45) или
- автоматически через запрограммированную частоту вращения шпинделя (M40) или
- функциональный блок PLC FC18
- ориентированный останов шпинделя (режим позиционирования) со SPOS 1)
- контроль шпинделя с помощью функций: 1)
- ось/шпиндель остановлен (n <nмин.)
- шпиндель в заданном диапазоне
- макс. частота вращения шпинделя
- программируемое нижнее (G25) и верхнее (G26) ограничение частоты вращения шпинделя
- мин./макс. частота вращения ступени редуктора
- макс. предельная частота датчика
- контроль заданной точки при SPOS
- Постоянная скорость резания с G96 (в м/мин или дюймах/мин) на резце инструмента для равномерных поверхностей после обточки и тем самым улучшения качества поверхностей. Управление шпинделем через PLC для качания (для более легкого включения новой ступени редуктора) и позиционирования
- Переключение на осевой режим:
Для обработок с управляемым по положению шпинделем (к примеру, обработка торцовых поверхностей токарных деталей) привод главного движения через программную команду может быть переключен в осевой режим. Для шпиндельного и осевого режима возможен общий датчик. Нулевая метка шпинделя одновременно является референтной меткой оси C, поэтому реферирование оси C не требуется (синхронизация оси C на лету). - Резьбонарезание с постоянным шагом:1)
С помощью G33 можно изготовлять следующие типы резьбы: цилиндрическая, коническая или спиральная резьба, одно- или многозаходная, правая или левая резьба. Кроме этого можно изготовлять цепочки резьб через связывание кадров резьб. - Резьбонарезание с переменным шагом:1)
Резьба также может быть запрограммирована с линейно увеличивающимся (G34) или линейно уменьшающимся шагом (G35). - Программируемый вход и выход резьбы:
С DITS/DITE (displacement thread start/end) при резьбонарезании рампа траектории для процесса разгона или торможения может быть запрограммирована как участок пути. Тем самым, к примеру, при слишком коротком входе и выходе инструмента на буртике резьбы можно согласовать разгон и запустить перешлифовку в следующий кадр ЧПУ. - Нарезание внутренней резьбы с/без компенсирующего патрона:
При нарезании внутренней резьбы с компенсирующим патроном (G63), компенсирующий патрон поглощает возникающие разности хода между движением шпинделя и осью сверления. Условием использования нарезания внутренней резьбы без компенсирующего патрона (G331/G332) является управляемый по положению шпиндель с системой измерения перемещений. Диапазон перемещения оси сверления не ограничивается.
Благодаря интерполирующему перемещению шпинделя как круговой оси и оси сверления, резьба нарезается точно до конечной глубины сверления (к примеру, глухая резьба).
) Условие: датчик фактического значения положения (измерительная система) с соответствующим разрешением (прямое пристраивание к шпинделю).
Ограничение скорости шпинделя
→ Функции шпинделя
Сплайн-интерполяция
- сплайн-интерполяция для 3-осевой обработки (опция M16)
- сплайн-интерполяция для 5-осевой обработки (опция M17)
- сплайн-интерполяция (опция S16)
С помощью сплайн-интерполяции из нескольких заданных опорных точек заданного контура можно создать очень ровный ход кривой. При этом опорные точки соединяются полиномами. Компрессор преобразует линейные кадры (к примеру, из CAD) на переходах кадров в постоянные по скорости сплайны (COMPON) или постоянные по ускорению сплайны (COMPCURV). Возникают мягкие переходы, щадящие механику станка. Но через плотную расстановку опорных точек могут быть запрограммированы и почти острые кромки. Кроме этого, сплайн-интерполяция позволяет значительно сократить число программных кадров.
При изготовлении форм и инструментов часто требуется очень гладкая поверхность детали, как оптически, так и технологически, к примеру, для резиновых уплотнений.
Коррекция радиуса инструмента при сплайн-интерполяции, как и при линейной или круговой интерполяции, также возможна.
Каждый полином может представлять сплайн. Только лишь алгоритм определяет тип сплайна.
- A-сплайн стабилен только по касательной
- B-сплайн стабилен по касательной и кривизне, но не проходит через узлы (опорные точки)
- C-сплайн стабилен по касательной и кривизне, проходит через узлы
С помощью компрессора COMPCAD возможна аппроксимация таких "ровных" кривых в рамках допуска компрессора (параллельные траектории инструмента) и тем самым получение оптически качественных поверхностей и при больших допусках.
Сплайн-интерполяция для 3-осевой обработки предназначена для простых приложений и для мелкосерийного производства.
Контроль состояния покоя
→ Контроль положения
Контроль состояния покоя это один из многочисленных контрольных механизмов для контроля осей. Контролируется, достигло ли отклонение, обусловленное запаздыванием, через параметрируемое время предельного значения допуска состояния покоя. После завершения процесса позиционирования, контроль позиционирования сменяется контролем состояния покоя. При этом контролируются, смещается ли ось более чем на указанный в машинных данных допуск состояния покоя из своей позиции.
Контроль состояния покоя всегда активен по истечении времени задержки контроля состояния покоя или после достижения точного останова точного, пока нет новой команды перемещения.
При срабатывании контроля появляется ошибка, и затронутая ось/шпиндель останавливается с быстрым остановом по рампе заданного значения скорости. Контроль состояния покоя действует для линейных и круговых осей, а также для управляемых по положению шпинделей. В режиме слежения контроль состояния покоя не активен.
Уровни подпрограмм и обработчики прерываний
Подпрограммы могут вызываться не только в главной программе, но и в подпрограмме. Всего для такого вложенного вызова предлагается 12 программных уровней, включая уровень главной программы. Т.е. из главной программы возможно до 11 вложенных вызовов подпрограмм. Для работы с циклами Siemens необходимо три уровня. Если такой цикл должен быть вызван из подпрограммы, то вызов может быть выполнен до 9-ого уровня.
Программы также могут вызываться с управлением событиями после Reset, старта или завершения программы обработки детали или после запуска УЧПУ. Тем самым пользователь может выполнить первичные установки функций или инициализации через команду программы обработки детали.
Через системную переменную можно запросить, каким событием была активирована соответствующая программа.
Синхронные действия ступень 2 (опция M36)
В кадре ЧПУ может быть активно более 24 синхронных действий. В каждом канале может быть запрограммировано до 255 параллельных действий. Через синхронные действия степень 2 технологические циклы могут комбинироваться как программы. Тем самым, к примеру, можно запускать осевые программы через опрос цифровых входов в том же такте IPO.
Ограниченная функциональность вариантов УЧПУ Export:
Число одновременно движущихся осей ограничено 4 (траекторные и позиционирующие оси).
Синхронные действия
→ Охватывающие все режимы работы операции
У SINUMERIK уже в базовой комплектации существует возможность запуска до 24 операций синхронно с движениями осей и шпинделей, которые выполняются параллельно самой обработке детали и момент включения которых могут быть определены через условия. Таким образом, старт таких синхронных действий движения (коротко: синхронных действий) не привязан к границам кадра ЧПУ.
Синхронные действия всегда выполняются в такте интерполяции – возможна даже обработка нескольких действий в одном такте IPO.
Синхронные действия без идентификатора активности действуют покадрово только в АВТОМАТИЧЕСКОМ режиме. Синхронные действия с идентификатором активности ID действуют модально в последующих запрограммированных кадрах в автоматическом режиме. Действующие статически синхронные действия с идентификатором IDS остаются активными во всех режимах работы (охватывающие все режимы работы операции).
С синхронными действиями предлагается отличный инструмент программирования для возможности очень быстрого реагирования в такте интерполяции на события. Типичными случаями использования являются:
- зависящая от операций сравнения или от внешних сигналов передача вспомогательных функций M и H в
ПО пользователя PLC и следующие за этим реакции станка - вызванное входными сигналами быстрое спец. для оси стирание остатка пути
- управляемая внешними сигналами блокировка загрузки для кадра ЧПУ
- контроль системных величин, как то скорость, мощность и момент
- регулирование переменных процесса (скорость, частота вращения, интервал и т.д.)
Ограниченная функциональность вариантов УЧПУ Export:
Число одновременно активных синхронных функций (SYNFCT) ограничено 1. Число одновременно движущихся осей ограничено 4 (траекторные и позиционирующие оси).
Синхронные шпиндели/многогранная токарная обработка (опция M14)

Пример синхронного шпинделя/многогранной токарной обработки
Синхронный режим с точным углом одного ведущего шпинделя и одного или нескольких ведомых шпинделей предлагает, особенно для токарных станков, возможность передачи детали на лету при вращении из шпинделя 1 в шпиндель 2, к примеру, для финишной обработки, без обусловленного переустановом вспомогательного времени.
Наряду с синхронность по частоте вращения, может задаваться и относительное угловое положение шпинделей друг к другу, к примеру, передача на лету окантованных деталей с ориентацией по положению.
Передача на лету:
- n1 = n2
- угол 1 = угол 2 или
- угол 2 = угол 1 + угол Δ
Кроме этого, задача целого передаточного числа между главным шпинделем и инструментальным шпинделем создает условия для многогранной обработки (полигональная токарная обработка).
Многогранная токарная обработка:
= Ü • n1
Конфигурирование и выбор осуществляются по выбору через программу ЧПУ или пульт оператора. Может быть реализовано несколько синхронных шпиндельных пар.
Тангенциальное управление (опция M06)
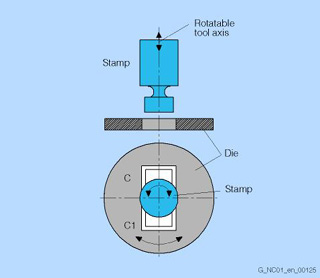
Представление поворотной оси инструмента и матрицы при штамповке/вырубке
Тангенциальное управление позволяет отслеживать круговую ось в направлении касательной двух траекторных осей. Обе ведущие оси и отслеживаемая ось находятся в одном канале.
Использование:
- тангенциальная установка вращающегося инструмента при штамповке/вырубке
- слежение за выравниванием детали для ленточной пилы
- подвод правящего инструмента к шлифовальному кругу
- тангенциальная подача проволоки при 5-осевой сварке
- установка режущего ролика для обработки стекла или бумаги
Тангенциальное управление действует при каждом типе интерполяции.
На штамповальных прессах и высечных ножницах с вращающимся штампом и соответствующей матрицей, следующие функции могут использоваться для универсального применения инструментов:
- тангенциального управления
TANGON/TANGOF для точной установки осей вращения штампов к вектору направления запрограммированной траектории - буксировка
TRAILON/TRAILOF для синхронного вращения пуансона и матрицы
Нарезание внутренней резьбы с/без компенсирующего патрона
→ Функции шпинделя
Технологические циклы
Пример: поворот на любую плоскость
Пример: фрезерование кругового кармана
Для часто повторяющихся задач обработки предлагаются технологические циклы для сверлильной/фрезерной и токарной технологий.
Технологические циклы это технологические подпрограммы, с помощью которых возможна универсальная реализация определенных процессов обработки, к примеру, нарезание резьбы или фрезерование кармана. Циклы адаптируются к конкретной задаче обработки через параметры. Параметрирование может выполняться и через маски ввода с графической поддержкой.
- сверлильная технология:
сверление/центрование, сверление/зенкование, глубокое сверление, нарезание внутренней резьбы без и с компенсирующим патроном, рассверливание 1 ... 5, ряд отверстий/окружность отверстий, матрица отверстий, обработка на наклонных поверхностях - фрезерная технология:
резьбофрезерование, продольные пазы на окружности, пазы на окружности, кольцевая канавка, прямоугольный/круговой карман, плоское фрезерование, фрезерование траектории, прямоугольная/круговая цапфа, обработка на наклонных поверхностях, High Speed Settings для оптимально HSC-обработки, цикл гравирования - токарная технология:
выточка, канавка, обработка резаньем с поднутрениями, резьбовая канавка, резьбонарезание, цепочки резьб, калибрование резьбы
Температурная компенсация
Из-за теплового воздействия детали станка расширяются. Это расширение среди прочего зависит от температуры и от теплопроводности деталей станка. Меняющиеся при различных температурах фактические позиции отдельных осей отрицательно сказываются на точности обрабатываемой детали. Эти изменения фактического значения могут быть исправлены с помощью температурной компенсации.
При известной температуре измеряется смещение фактического значения по диапазону позиций оси и получается кривая погрешностей для этого значения температуры. Для каждой оси могут быть определены кривые погрешностей для различных температур.
Для правильной компенсации теплового расширения при изменениях температуры, параметры "значение температурной компенсации", "исходная позиция" и "угол наклона прямой" всегда должны заново передаваться с PLC через функциональные блоки на ЧПУ. Скачкообразные изменения параметров при этом сглаживаются УЧПУ автоматически, чтобы избежать перегрузок станка и срабатывания контролей.
Резьбонарезание
→ Функции шпинделя
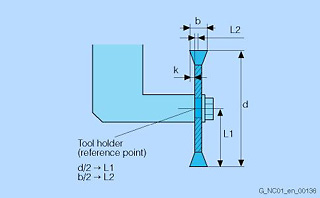
Инструментальный суппорт, ориентируемый

Кинематика, тип T

Кинематика, тип M
Кинематика, тип P
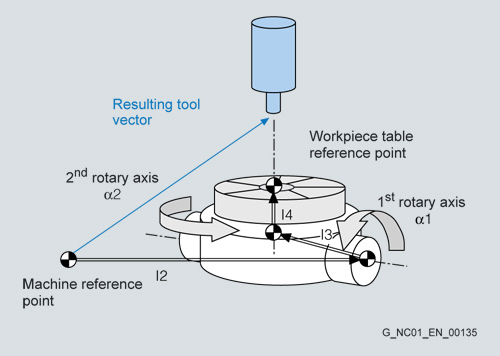
Для станков, имеющих инструментальный суппорт с постоянной устанавливаемой ориентацией инструмента, пользователь УЧПУ SINUMERIK может свободно проектировать такую кинематику без использования 5-осевой трансформации. Функция ориентируемого инструментального суппорта обеспечивает 2½-/3D-обработку с постоянной ориентацией инструмента/стола изделия в пространстве.
Векторы I1 до I4 представляют собой геометрические размеры станка. Круговые оси не должны двигаться параллельно декартовым осям, а могут быть и наклонены под любым углом, к примеру, карданная фрезерная головка с наклоном 45°.
Углы α1 и α2 могут быть как заданы, так и вычислены из активного фрейма и присвоены ориентируемому инструментальному суппорту или столу изделия.
Возможно гибкое проектирование следующей кинематики:
- вращающийся инструмент: тип T (Tool)
- вращающийся инструмент/вращающийся стол изделия: тип M (Mixed)
- вращающийся стол изделия: тип P (Part)
Смена инструмента через T-номера
Процесс смены инструмента для цепных, дисковых и плоских магазинов обычно подразделяется на два шага: С T-командой выполняется поиск инструмента в магазине, и после с M-командой установка в шпиндель. У поворотных магазинов на токарных станках смена инструмента, т.е. поиск и замена, выполняются только с T-командой. Тип смены инструмента может быть установлен через машинные данные.
Системы идентификации инструмента
В рамках диалога загрузки и выгрузки инструмента управления инструментом Siemens предлагается связаться с автоматической системой идентификации инструмента. Тем самым ручной ввод параметров инструмента может быть заменен на автоматическое считывание и запись кодоносителя инструмента.
Блок данных инструмента при выгрузке сохраняется и при загрузке считывается через кодоноситель и вносится в управление инструментом. В промежутке параметры инструмента, как при выборе инструмента из каталога инструментов, могут быть еще доработаны (данные коррекции и т.п.).
Данные кодоносителя на основе редактируемого файла описания с точно установленными данными инструмента и резцов при загрузке преобразуются в диалоговое данные, которые могут быть считаны управлением инструментом. При выгрузке диалоговые данные снова преобразуются в данные кодоносителя через файл описания.
Управление инструментом (опция M50)
Управление инструментом обеспечивает постоянное наличие на станке правильного инструмента в нужном месте и соответствие присвоенных инструменту данных актуальной версии. Оно используется на станках с поворотным, цепным или плоским магазином. Кроме этого, оно обеспечивает быструю установку инструмента, не допускает брака благодаря контролю времени работы инструмента, а также времени простоя станка через учет запасных инструментов.
Важнейшими функциями управления инструментом являются:
- выбор инструмента по всем магазинам и револьверам для активных инструментов и запасных инструментов
- определение подходящего свободного места в зависимости от размера инструмента и типа места
- зависящая от инструмента кодировка места (постоянная и переменная)
- запуск смены инструмента с T- или M-командой
- движения осей при смене инструмента с автоматической синхронизацией при следующем D-номере
- контроль числа изделий и стойкости с контролем границ предварительного предупреждения
Отсутствующие инструменты могут догружаться оператором. Инструменты со схожими свойствами износа могут объединяться в группу износа.
Управление инструментом также учитывает коррекции длин адаптеров, постоянно смонтированных на определенных местах в магазине и комплектуемых различными инструментами.
Управление инструментом более чем с 3 магазинами (опция M88)
В базовой комплектации SINUMERIK 840D sl имеется 3 магазина (магазин, шпиндель, промежуточный накопитель инструментов). С опцией M88 число магазинов может быть увеличено.
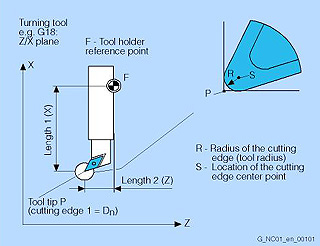
Коррекции инструмента
Коррекции инструмента
При программировании функции Т (5-значная целочисленная) в кадре осуществляется выбор инструмента. С каждым номером Т может быть согласовано до 12 резцов (адреса D). Число управляемых в УЧПУ инструментов устанавливается через проектирование. Блок коррекции инструмента включает 25 параметров, к примеру:
- тип инструмента
- до трех коррекций длин
- коррекция радиуса
- размер износа для длины и радиуса
- базовый размер
Износ и базовый размер учитываются аддитивно к соответствующей коррекции.
При создании программы не требуется учитывать такие размеры инструмента, как диаметр фрезы, положение резцов и длина инструмента.
Программирование размеров детали осуществляется напрямую, к примеру, по рабочему чертежу. При изготовлении детали управление ходами инструмента в зависимости от соответствующей геометрии инструмента осуществляется таким образом, что с помощью любого используемого инструмента может быть изготовлен запрограммированный контур.
Параметры инструмента вводятся отдельно в таблицу инструментов УЧПУ и в программе лишь вызывается необходимый инструмент с его данными коррекции. УЧПУ при обработке программы получает необходимые данные коррекции из файлов инструмента и индивидуально исправляет для различных инструментов траекторию инструмента.
Коррекция инструмента D может программироваться по отношению к номеру инструмента T (при активном управлении инструментом Siemens, к примеру, с функциями контроля и управлении однотипными инструментами), а также и без внутренней связи с имеющимися инструментами.
На УЧПУ может быть определено до 32000 D-значений. D-номера через программирование могут свободно присваиваться, проверяться, переименовываться, определяться с соответствующим T-Nr., устанавливаться недействительными и активироваться в зависимости от места использования.
Коррекции инструмента, спец. для шлифования
→ Окружная скорость шлифовального круга
Для шлифовальной технологии предлагаются спец. для шлифования данные коррекции инструмента (мин. радиус круга, макс. частота вращения, макс. окружная скорость). При создании резца для шлифовальных инструментов (тип инструмента 400 до 499) они создаются автоматически для соответствующего инструмента.
Типы инструментов:
400: периферийный шлифовальный круг
401: периферийный шлифовальный круг с контролем
403: периферийный шлифовальный круг с контролем без базового размера для окружной скорости шлифовального круга
410: плоский круг
411: плоский круг с контролем
413: плоский круг с контролем без базового размера для окружной скорости шлифовального круга
490 до 499: правящий инструмент
С помощью команды TMON можно активировать контроль геометрии и частоты вращения для шлифовального инструмента (тип 400 - 499) в программе обработки детали ЧПУ. Контроль остается активным до его выключения в программе обработки деталей через команду TMOF. Контролируются актуальный радиус и актуальная ширина круга. Контроль заданного значения частоты вращения на предельное значение частоты вращения осуществляется циклически с учетом процентовки шпинделя.
В качестве предельного значения частоты вращения действует меньшая величина, полученная при сравнении максимальной частоты вращения с вычисленной частотой вращения из максимальной окружной скорости шлифовального круга и актуального радиуса круга.
Интерполяция ориентации инструмента
→ Трансформация, базовая
Интерполяции ориентаций инструмента дополняют базовую трансформацию: Ориентация инструмента может быть запрограммирована в плоскости как большая круговая интерполяция (программная команда ORIPLAN), на боковой поверхности конуса по или против часовой стрелки (ORICONCW/ORICONCCW) или даже со свободной задачей ориентации кривой инструмента (ORICURVE).
Коррекция радиуса инструмента
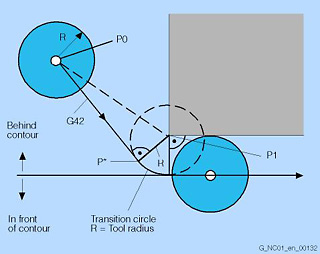
KONT при выборе за контуром
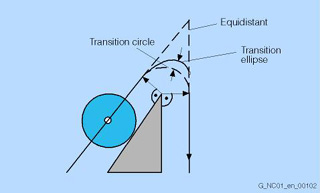
Обход наружного угла по переходной окружности/эллипсу
При включенной коррекции радиуса инструмента, УЧПУ автоматически вычисляет соответствующие эквидистантные ходы для различных инструментов. Для этого необходимы номер инструмента T, номер коррекции инструмента D (с номером резца), направление обработки G41/G42 и соответствующая рабочая плоскость G17 до G19.
Траектория исправляется в запрограммированной плоскости, в зависимости от выбранного радиуса инструмента. Путь подвода и отвода могут быть согласованы, к примеру, с требуемым ходом контура или с формами заготовок:
- NORM
Инструмент подводится по прямой к контуру и точно устанавливается вертикально к касательной к траектории в начальной точке. - KONT
Если стартовая точка лежит за контуром, то угловая точка P1 контура обходится. Если стартовая точка лежит перед контуром, то как при NORM выполняется подвод к установке нормали в начальной точке P1.
Также в программе обработки детали можно выбрать, с какой стратегией будут обходиться наружные углы контура:
- переходные радиусы (окружность или эллипс)
- точка пересечения эквидистант
Для мягкого подвода и отвода к/от контура, т.е. тангенциального подвода или отвода независимо от положения исходной точки, предлагаются различные стратегии: Подвод и отвод слева или справа, по прямой, по четверти круга или полукругу, в пространстве или в плоскости.
УЧПУ автоматически вставляет окружность или прямую в кадр с коррекцией радиуса инструмента, если точка пересечения с предшествующим кадром невозможна.
Режим коррекции при коррекции радиуса инструмента может быть прерван только определенным числом последовательных кадров или M-команд, не содержащих команд движения или характеристик перемещения в плоскости коррекции.
Число этих последовательных кадров (или M-команд) может быть установлено через машинные данные
(стандарт 3, макс. 5).
3D-коррекция радиуса инструмента (опция M48)
3D-коррекция радиуса инструмента или коррекция инструмента в пространстве обеспечивает обработку наклонных поверхностей. С помощью этой функции периферийное фрезерование и торцовое фрезерование возможны с задачей одной траектории. Наклонное положение зажима инструмента на станке моет быть введено и исправлено. УЧПУ вычисляет полученные позиции и движения автоматически. При этом учитывается радиус цилиндрической фрезы в полюсе зацепления инструмента.
Глубина врезания цилиндрической фрезы может быть запрограммирована. Фреза, кроме плоскостей X, Y и Z, еще может быть повернута на угол предварения или угол развала, а также на боковой угол.
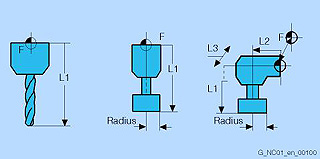
Типы инструмента
Геометрия токарного резца
Геометрия пилки
Тип инструмента определяет, какие геометрические данные необходимы для памяти коррекций инструментов и как они учитываются. Данные вводятся для соответствующего типа инструмента в параметры инструмента DP. Из этих отдельных компонентов УЧПУ вычисляет результирующую величину (к примеру, общая длина, общий радиус). Соответствующий общий размер начинает действовать при активации памяти коррекций. Учет этих значений в осях определяется через тип инструмента и актуальную плоскость обработки G17, G18 или G19.
Могут быть спараметрированны следующие типы инструментов:
Группа 1xy: фрезерные инструменты (от сферической до конической фрезы)
Группа 2xy: сверла (от спирального сверла до развертки)
Группа 4xy: шлифовальные инструменты (от периферийного шлифовального круга до правящего инструмента)
Группа 5xy: токарные инструменты (от обдирочного резца до резьбового резца)
Группа 700: пилка
Сохранение всех коррекций инструмента поддерживается масками ввода!
Для технологии "деревообработка" в качестве типа инструмента предлагается инструмент "пилка".
Трансформация, базовая
При базовой трансформации ориентация инструмента в пространстве в первичной установке осей может задаваться произвольно и определяется не только одним направлением Z. Благодаря этому она может использоваться намного гибче и более универсально.
Тем самым ЧПУ может управлять и такой кинематикой станков, в которой ориентация круговых осей не точно параллельна линейным осям. Базовая 5-осевая трансформация была расширена на 3- и/или 4-осевые трансформации, т.е. она может использоваться и для станков только с одной круговой осью (вращающийся инструмент или вращающаяся деталь).
Пакет трансформаций для манипуляторов, RCTRA (опция M31)
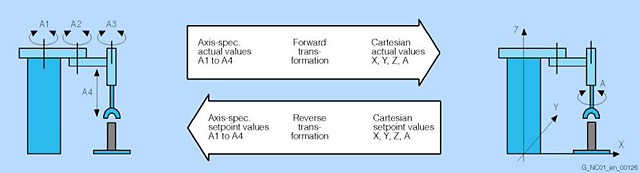
Пакет трансформаций для манипуляторов
Пакет трансформаций для манипуляторов содержит так называемый стандартный набор трансформаций, с помощью которого возможно управление типичной 2- до 5-осевой кинематикой манипулятора, к примеру, Portal или Scara. Этот пакет преобразования координат преобразует спец. для осей фактические значения осей (к примеру, A1 до A4) в декартовы значения (к примеру, X, Y, Z, A) и запрограммированные декартовы заданные значения снова в спец. для осей значения для манипуляторов.
Движения манипулятора благодаря такой трансформации координат становятся значительно более простыми и удобными. Отладка, т.е. ручное перемещение манипулятора, к примеру, с помощью толчковых клавиш ручного программатора, дополнительно к спец. для оси системе координат, может осуществляться в декартовой системе координат манипулятора. Адаптация трансформации для соответствующей кинематики осуществляется через машинные данные.
Для определенных приложений, после согласования, может быть предложена и 6-осевая трансформация. Ограниченная функциональность вариантов УЧПУ Export: невозможно.
Трансформация HEXAPOD (опция)
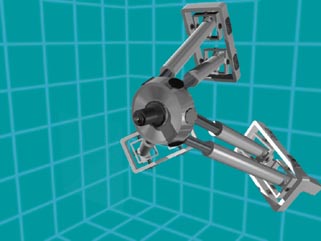
Анимация HEXAPOD
Трансформация PARACOP (опция)

Анимация PARACOP
Трансформация TRICEPT (опция)

Анимация TRICEPT
Кинематические трансформации HEXAPOD, PARACOP, TRICEPT и "кинематика пантографа" используются на станках с параллельной кинематикой (PKM). Параллельная кинематика означает, что силы приводов прикладываются одновременно (квази параллельно) на шпиндельной головке (платформа Стюарта).
При HEXAPOD платформа Стюарта приводится в движение шестью приводами изменяемой длины. Благодаря шести приводам, платформа Стюарта может быть как перемещена в любую позицию в рабочем пространстве станка, так и ее наклон в пространстве (ориентация) может настраиваться целенаправленно. Благодаря этому на таких станках возможна 5-осевая обработка деталей. Угол ориентации ограничивается только механическими свойствами карданных и шаровых шарниров.
Станки PARACOP и TRICEPT относятся к TRIPODEN, у которых платформа Стюарта приводится в движение тремя приводами. Благодаря конструктивным особенностям у этих TRIPODEN невозможно неопределенное движение платформы Стюарта: У станков PARACOP два параллельных стержня на привод работают на одних салазках. Эти станки подходят для 3-осевой обработки. У TRICEPT wird используется дополнительный пассивный телескоп (Center Tube). Для определения ориентации инструмента в пространстве, для TRICEPT требуется две дополнительные круговые оси, которые, к примеру, могут располагаться как у вильчатой головки 5-осевого станка, обеспечивая тем самым конструктивную возможность 5-осевой обработки на станке.
Кинематическая трансформация TRIPOD HYBRID (опция)
Эта кинематическая трансформация (THYK) является 5-осевой трансформацией для 3 параллельных линейных осей и двух круговых осей (см. параллельную кинематику типа Exechon). Программирование движений инструмента включая ориентацию осуществляется аналогично декартовому 5-осевому станку. Трансформация реального времени вычисляет требуемые ходы и скорости для реальных осей станка.
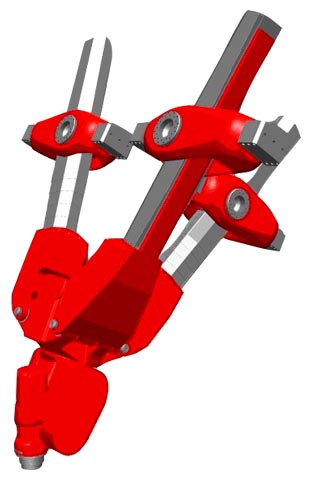
Параллельная кинематика типа Exechon
TRANSMIT/трансформация боковой поверхности (опция M27)
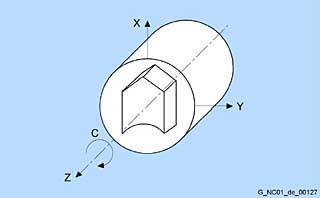
Обработка торцовой поверхности с TRANSMIT
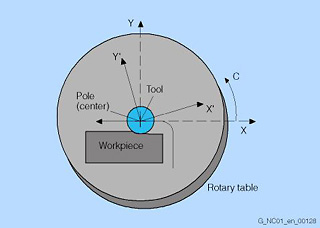
Траектория центра инструмента через полюс
TRANSMIT обеспечивает фрезерную обработку наружных контуров на токарных деталях, к примеру, квадратной головке (линейная ось с круговой осью).
Это означает значительное упрощение программирования повышение эффективности станка благодаря комплексной обработке: токарная и фрезерная обработка на одном станке без перезакрепления.
3D-интерполяция с двумя линейными осями и одной круговой осью возможна. Обе линейные оси расположены вертикально друг к другу, а круговая ось стоит под прямым углом на одной из этих линейных осей.
TRANSMIT может быть вызван одновременно в различных каналах. Включение и выключение функции возможно с функцией перемещения (прямая, спираль, полином и активация коррекции радиуса инструмента) в программе обработки детали или MDA.
При TRANSMIT происходит достижение области полюса трансформации, если возможно позиционирование центра инструмента как минимум до центра вращения входящей в трансформацию круговой оси.
TRANSMIT через полюс реализуется различными способами:
- При движении через полюс после достижения центра вращения круговая ось автоматически поворачивается на 180° и после выполняется остаток кадра.
- При движении вблизи от полюса УЧПУ автоматически снижает подачу и ускорение по траектории
- Если траектория содержит угол в полюсе, то скачок позиции в круговой оси перехватывается УЧПУ через автоматическую вставку кадра.
Трансформация боковых поверхностей используется на токарных и фрезерных станках. Благодаря ей становится возможна обработка боковых поверхностей, к примеру, у токарных деталей.
С помощью трансформации боковой поверхности или боковой поверхности цилиндра TRACYL можно изготовлять пазы любой формы на боковой поверхности цилиндрических тел без или с коррекцией стенки паза. Ход паза программируется относительно развернутой, ровной боковой поверхности цилиндра.
Наезд на жесткий упор с контролем усилия (опция M01)
С помощью этой функции возможно перемещение, к примеру, задних бабок или пинолей к жесткому упору для зажима деталей. Давление прижима может быть определено в программе обработки детали. Возможен „Наезд на жесткий упор" нескольких осей одновременно и параллельно движению других осей.
Наезд на жесткий упор с контролем усилия (опция M01)
С помощью расширенного наезда на жесткий упор момент вращения или сила могут быть согласованы модально или с привязкой к кадру, выполнено движение с ограниченным моментом/силой (Force Control FOC) или функции движения могут быть запрограммированы в любой момент через синхронные действия.
Диапазон перемещения
Диапазон значений диапазонов перемещения зависит от выбранной дискретности вычисления. При стандартных значения машинных данных „Дискретность вычисления для линейных или угловых позиций" (1000 инкрементов на мм или градус), с этим разрешением могут быть запрограммированы указанные в таблице диапазоны значений:
|
G70 [дюймов, градусов] |
G71 [мм, градусов] |
|
|---|---|---|
|
Линейные оси X, Y, Z, … |
± 399999,999 |
± 999999,999 |
|
Круговые оси A, B, C, ... |
± 999999,999 |
± 999999,999 |
|
Параметры интерполяции I, J, K |
± 399999,999 |
± 999999,999 |
При увеличении/уменьшении дискретности вычисления на коэффициент 10, диапазоны значений изменяются соответственно.
Диапазон перемещения может быть ограничен через программные конечные выключатели и рабочие области.
Универсальный интерполятор NURBS
Управление движениями и траекторная интерполяция внутри УЧПУ осуществляются на основе NURBS (Non Uniform Rational B-Splines). Тем самым у УЧПУ имеется универсальный метод для всех интерполяций, который может использоваться и для будущих сложных задач интерполяции.
Независимо от внутренней структуры, предлагаются следующие форматы ввода:
линейная, круговая, винтовая, эвольвентная интерполяция, сплайн (A, B, C) и полином.
Интерфейс управления
Оформление интерфейса управления с 8 горизонтальными и 8 вертикальными программными клавишами является очень ясным и наглядным.
Целенаправленное использование полиэкранного режима обеспечивает простое и удобное управление станком. Интерфейс управления поделен на шесть областей управления:
- Станок
- Параметры
- Программа
- Службы
- Диагностика
- Ввод в эксплуатацию
Благодаря этому, параллельно с изготовлением детали, к примеру, может создаваться следующая программа обработки детали и одновременно выполняться передача данных с внешнего устройства. При переключении области управления сохраняется последнее активное меню. Для переключения областей управления предлагаются две "горячие клавиши".
Расширение интерфейса управления
→ SINUMERIK Operate Runtime-лицензия OA Easy Screen
Машинные данные пользователя
Благодаря использованию переменных вместо постоянных значений возможно гибкое оформление программы. Переменные позволяют реагировать на сигналы, к примеру, измеренные значения. Через использование переменных как заданного значения одна и та же программа может применяться для различных геометрий.
Переменные и арифметические параметры
С помощью переменных вместо констант позволяется разработка гибких программ. Переменные позволяют реагировать на сигналы, например измеренных значений. Если переменные используются как значение уставки, та же программа может использоваться для различных геометрий.
Типы переменных
|
УЧПУ различает 3 типа переменных: |
|
|---|---|
|
Определенные пользователем переменные |
Определенные пользователем с именем и типом переменные, к примеру, R-параметры |
|
R-параметры |
Специальные, предопределенные R-переменные, для которых предусмотрен адрес R с последующим номером. Предопределенные R-переменные имеют тип REAL. |
|
Системные переменные |
Предлагаемые УЧПУ переменные, которые могут обрабатываться в программе (запись, чтение). Системные переменные обеспечивают доступ к смещениям нулевой точки, коррекциям инструмента, фактическим значениям, измеренным значениям осей, состояниям УЧПУ и т.д. |
Типы переменных
|
Тип |
Значение |
Диапазон значений |
|---|---|---|
|
INT |
Целочисленные (целые) величины со знаком |
±(231 - 1) |
|
REAL |
Действительные числа (дробные числа с десятичной точкой, LONG REAL по IEEE) |
±(10-300 ... 10+300) |
|
BOOL |
Значения истинности: TRUE (1) и FALSE (0) |
1.0 |
|
CHAR |
Символы ASCII, в соответствии с кодом |
0 ... 255 |
|
STRING |
Строка символов, число символов в […], макс. 200 символов |
Последовательность значений 0 … 255 |
|
AXIS |
только имена осей (адреса осей) |
Все имеющиеся в канале идентификаторы осей |
|
FRAME |
Геометрические данные для смещения, вращения, масштабирования, отражения |
|
Скорость
На макс. скорость движения по траектории, скорость осей и скорость шпинделя влияют динамика станка и привода и предельная частота регистрации фактического значения (предельная частота датчика и предельная частота входной схемы). Полученная из запрограммированного пути перемещения в кадре ЧПУ и такте интерполяции (такт IPO) скорость всегда ограничивается до макс. скорости или, при коротких путях перемещения, до скорости перемещения в такте IPO.
Мин. скорость не должна падать ниже значения в 10-3 единиц/такт IPO. Мин. и макс. осевая скорость зависит от выбранной дискретности вычисления. Как правило, макс. скорость оси ограничивается механикой или предельной частотой датчика или регистрации фактического значения. Диапазон значений скорости не ограничивается через ЧПУ (макс. 300 м/сек).
Гаситель колебаний Vibration extinction, VIBX (опция N11)
Функция реализована как загружаемый компилируемый цикл и обеспечивает спец. для оси демпфирование вибраций станка. Может быть спараметрированно макс. 8 осей в ЧПУ с 2 машинными данными каждая для частоты фильтрации и требуемым коэффициентом демпфирования. Функция может значительно снизить особенно мешающие резонансы после процессов позиционирования.
Смещения нулевой точки
→ Концепция фрейма
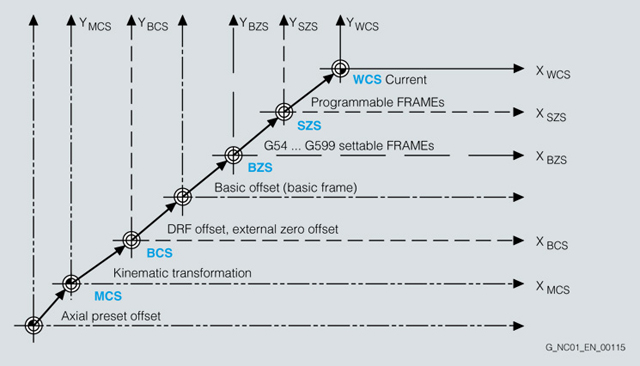
Система координат
По DIN 66217 для станков используются правовращающиеся, прямоугольные (декартовы) системы координат.
Определены следующие системы координат:
- Система координат станка MСS
Система координат станка образуется из всех физически имеющихся осей станка. - Базовая кинематическая система BKS
Базовая кинематическая система состоит из трех расположенных декартово осей (гео-оси), а также из других осей без геометрической связи (дополнительные оси). - BKS и MСS всегда совпадают в тех случаях, когда BKS может быть отображена на MCS без кинематической трансформации (к примеру, TRANSMIT/трансформация торцовых поверхностей, 5-осевая трансформация и макс. три оси станка).
- Базовая система нулевой точки BNS
Смещения DRF, внешние смещения нулевой точки и базовые фреймы отображают BKS на BNS. - Настраиваемая система нулевой точки ENS
Активируемое устанавливаемое смещение нулевой точки G54 до G599 переводит BNS в ENS. - Система координат детали WСS
Через программируемый фрейм определяется WCS, являющаяся основой для программирования.
Т.е. через смещения нулевой точки Вы преобразуете свою нулевую точку станка для упрощения программирования в нулевую точку детали. Можно выбирать между различными смещениями нулевой точки:
- Устанавливаемые смещения нулевой точки:
В макс. 100 возможных смещений нулевой точки (G54 до G57, G505 до G599) могут быть введены координаты смещений, углы и коэффициенты масштабирования, к примеру, для надпрограммного вызова нулевых точек для различных устройств или зажимов. Возможно покадровое подавление смещений нулевой точки. - Программируемые смещения нулевой точки:
С TRANS (замещающая функция, база G54 до G599) или ATRANS (аддитивная функция)могут программироваться смещения нулевой точки. Благодаря этом, можно, к примеру, работать с меняющимися смещениями нулевой точки при повторяющихся технологических операциях на различных позициях детали. Через G58/G59 возможно осевое замещение запрограммированных прежде смещений нулевой точки. - Внешние смещения нулевой точки:
Относящиеся к осям линейные смещения нулевой точки могут быть активированы и через прикладное ПО PLC (функциональные блоки) с присвоением системной переменной $AA_ETRANS [ось].
Ограничения рабочего поля
→ Смещения нулевой точки
Ограничения рабочего поля описывают область, в которой может осуществляться обработка.
Ограничения относятся к базовой кинематической системе BKS. Контролируется, находится ли острие инструмента в пределах защищенного рабочего пространства (с учетом радиуса инструмента). Для каждой оси возможна пара значений (минус/плюс) для описания защищенного рабочего пространства.
Устанавливаемые и активируемые через установочные данные нижние и верхние ограничения рабочего поля могут быть изменены с помощью команд G25/G26. Ограничения рабочего поля ограничивают область перемещения осей дополнительно к конечным выключателям. Тем самым в рабочей зоне станка устанавливаются защищенные области, закрытые для движений инструмента и защищающие примыкающие части установки (револьверную головку, измерительные позиции) от повреждений.
Рабочая плоскость
→ Коррекция радиуса инструмента
Через указание рабочей плоскости, в которой должен быть изготовлен требуемый контур, одновременно определяются следующие функции:
- Плоскость для коррекции радиуса инструмента
- Направление подачи для коррекции длин инструмента в зависимости от типа инструмента
- Плоскость для круговой интерполяции
При вызове коррекции траектории инструмента G41/G42 должна быть указана рабочая плоскость, чтобы УЧПУ
могла бы исправить длину и радиус инструмента.
В первичной установке для сверления/фрезерования предустановленна рабочая плоскость G17 (X/Y), а для токарной обработки G18 (Z/X).