

Deprecated: Function eregi() is deprecated in /home/h101150-2/siemens71.ru/docs/new/cat.php on line 184
Ускорение с ограничением рывка
Чтобы достичь на станке оптимального характера ускорения при одновременном снижении нагрузки на механику, в программе обработки детали выбрав функцию SOFT можно выбрать непрерывные кривые ускорения с ограничением рывка. При «Ускорении с ограничением рывка» увеличение/снижение скорости производится по S-образной траектории.
Защита доступа
|
Степень защиты |
Тип |
PLC |
Пользователи |
Доступ к (примеры) |
|---|---|---|---|---|
|
0 |
Пароль |
– |
Siemens |
Все функции, программы, данные |
|
1 |
Пароль |
– |
Производитель станка: |
Определенные функции, программы и данные (опции) |
|
2 |
Пароль |
– |
Производитель станка: инженер |
Определенные функции, программы и данные, (машинные данные) |
|
3 |
Пароль |
– |
Конечный пользователь: сервис |
Приписанные функции, программы и данные |
|
4 |
Красный ключ |
7 |
Конечный пользователь: |
< Ступень защиты 0-3 |
|
5 |
Зеленый ключ |
6 |
Конечный пользователь: |
< Ступень защиты 0-3 |
|
6 |
Черный ключ |
5 |
Конечный пользователь: |
Только выбор программы, ввод изношенности инструмента и ввод смещений нулевой точки |
|
7 |
Позиция 0 |
4 |
Конечный пользователь: |
Выбор программы и ввод невозможен, обслуживается только станочная панель |
Доступ к программам, данным и функциям ориентирован на пользователя и защищен 8 иерархическими ступенями доступа.
Они разделены на 4 ступени пароля (ступень защиты 0-3) для Siemens, производителя станка и конечного пользователя.
Тем самым, при системах SINUMERIK Вы можете располагать многоступенчатой концепцией для регулирования прав доступа. Ступень защиты 0 обладает самым высоким, а ступень защиты 7 — самым низким правом доступа. Высокая ступень защиты автоматически включает в себя низшую ступень.
Права доступа для ступеней 1-3 задаются Siemens по умолчанию.
Права доступа для ступеней 4-7 могут изменяться производителем станка или конечным пользователем.
Близкая к детали система действительных значений
Под обозначением «Близкая к детали система действительных значений» понимают функции, которые Вам, как пользователю SINUMERIK, дают возможность:
- после запуска системы, без дополнительных управляющих действий, перейти на систему координат детали, определенную через машинные данные, в режимах работы JOG или AUTО
- сохранить по окончании управляющей программы для следующей программы обработки деталей действительные настройки относительно активной плоскости, настраиваемых фреймов (G54-G59), кинематических трансформаций и активной коррекции инструмента
- действиями управления чередовать на ПЛК систему координат детали WCS и систему координат станка MCS
- изменять систему координатн детали через управление (например, изменение настраиваемых фреймов или коррекции инструментов)
Расширенное управление положением (APC) (опция M13)
Собственные колебания станка могут оказывать пагубное влияние на максимальную скорость станка и характеристики поверхности. Функция "Расширенное управление положением (APC)" поднимает Kv-фактор, улучшает качество поверхности, что увеличивает производительность обработки.
Аварийные и вспомогательные сообщения
Программирование и индикация текстов сообщений
- Аварийные и вспомогательные сообщения:
Все вспомогательные и аварийные сообщения индицируются на панели управления пояснительным текстом с указанием даты и времени и соответствующим символом для критерия гашения по отдельности для вспомогательных и аварийных сообщений. Аварийные сообщения сбрасываются либо на жесткий диск (PCU 50/PCU 70), либо на Flash Card (PCU 20). Все сигналы сбоя сохраняются в протоколе аварийных сообщений, размер которого можно проектировать. - Аварийные и вспомогательные сообщения в программе обработки деталей:
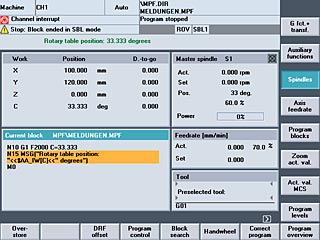
Вспомогательные сообщения могут программироваться, чтобы во время протекания процесса выдавать оператору указания к действующей в данный момент ситуации обработки. Тексты сообщений могут состоять из 124 знаков и индицироваться в две строки (2 х 62 знака). В пределах текста также может визуализироваться содержание переменных.
пример 1:
N10 G1 F2000 B=33.333
N15 MSG ("Позиция поворотного стола: “«$AA_IW[B]« "Degrees")
Индикация в строке сообщения после отработанного кадра N10: Позиция поворотного стола: 33.333 градуса
пример 2:
N20 MSG ("Х-позиция" »$AA_IW[X]« "Проверить!")
Индикация: Х-позицию ... проверить!
Наряду с программированием сообщений в NC-программе Вы также можете установить аварийные сигналы. С аварийным сообщением связана реакция системы управления на соответствующую категорию сбоя.
Какая реакция связывается с определенным сигналом сбоя, Вы найдете в руководстве по вводу в эксплуатацию. Текст аварийного сообщения должен проектироваться. Определенный для пользователя диапазон аварийных номеров: от 65000 до 67999.
пример 3:
N100 SETAL (65001) Результат:
Индикация Блокировка Старт-ЧПУ
Стирание: с помощью Reset
- Аварийные и вспомогательные сообщения с PLC:
Специфические для станка аварийные и вспомогательные сообщения могут переноситься открытым текстом для индикации из программы PLC. Вспомогательные сообщения состоят из рабочих и сообщений об ошибках. В то время как при рабочих
сообщениях индикация сбрасываются переходом в нерабочее состояние, то сообщения об ошибках должны постоянно подтверждаться. Специально для пользователя номера общих, специфических для канала, осей и шпинделей аварийных и
вспомогательных сообщений могут распределяться в диапазоне от 40000 до 89999. Реакция системы управления на аварийные и вспомогательные сообщения проектируется. Спроектированные тексты сообщений закладываются в текстовые файлы пользователя. - Специфическая обработка аварийных сообщений:
С помощью сигнала, специфического для канала, можно решить, могут ли другие каналы обрабатываться далее при аварийном сообщении.
Управление аналоговым значением
С помощью системных переменных $А_OUTA(n) значения восьми возможных аналоговых выходов могут предварительно задаваться прямо в программе обработки деталей. В подключенный терминальный блок NCU необходим модуль «DMP Kompakt 1A analog» (см. главу 5) (для SINUMERIK 840Di через PROFIBUS-DP модуль выходов S7-300). Прежде чем вывод произойдет на аппаратное устройство, заданное с NCK значение меняется PLC в DB10. Выходы аппаратного устройства описываются в такте интерполяции.
Асинхронные подпрограммы
>Режимы прерывания с быстрым отводом от контура
Асинхронная подпрограмма (ASUP) – это программа ЧПУ, которая может запускаться на базе внешнего события (напр., цифровой вход) или из PLC. Подчинение одного входа одной ASUP и активирование происходит через программирование SETINT. Если имеет место событие, то находящийся в обработке кадр ЧПУ сразу же прерывается. Режимы прерывания с быстрым отводом от контура. Последующее продолжение программы ЧПУ возможно с позиции прерывания. Несколько ASUP должны по разному подчиняться высоким приоритетам (PRIO), чтобы последовательность обработки сохранялась в соответствии с иерархией. ASUP могут выключаться и снова включаться в программе ЧПУ (DISABLE/ENABLE).
Вывод вспомогательных функций
Вывод вспомогательных функций PLC своевременно обеспечивает возможность основной программы производить определенные действия переключения станка через PLC. Это происходит через передачу соответствующих вспомогательных функций со своими параметрами на интерфейс PLC. Обработка переданных значений и сигналов должна происходить через программу пользователя PLC. На PLC могут переноситься следующие функции:
- Выбор инструмента Т
- Коррекция инструмента
- Подача F/FA
- Скорость шпинделя S
- Н-функции
- М-функции
Вывод вспомогательных функций может происходить, на выбор, либо со снижением скорости и подтверждением PLC до следующего кадра, либо до и во время движения без снижения скорости и без задержки смены кадра. Кадры программы тогда отрабатываются без задержки и подтверждения.
Связанные оси
Когда ось, определенная как ведущая ось, перемещается, связанные оси (следящие оси) перемещаются по траектории, полученной от основной оси, с учетом коэффициента связи (связь по заданию). Совместно, ведущая ось и следящие оси формируют группу связанных осей. Определение и активация группы связанных осей имеют место одновременно с модальным - как команда TRAILON. Группа связанных осей может состоять из любых комбинаций линейных и круговых осей. В связанных осях может быть определено до двух ведущих осей (в различных группах связанных осей) одновременно. Моделируемая ось может также быть определена как ведущая ось, когда реальная ось фактически перемещается принимая во внимание коэффициент связи. Другое применение для связанных осей - использование двух групп связанных осей на станке с двух сторон заготовки.
Оси / шпиндели
>Шпиндельные функции
Оси
Количество одновременно интерполируемых осей ограничено макс.
Шпиндели
Привод шпинделя может управляться по скорости или положению.
Связь осей в системе координат станка MCS
Эта опция необходима, чтобы соединения осей, которые реализуются в базовой системе координат, могли использоваться также для трансформаций. В системе координат станка связь выполняется 1:1.
Задействованные оси после сброса могут конфигурироваться заново.
Для станков с обрабатывающими головками, движущимися отдельно друг от друга, при которых должна активироваться одна трансформация, оси ориентирования не могут связываться стандартными способами соединения (COUPON, TRAILON).
Задействованные в соединении оси определяются через осевой машинный параметр, который актуализируется клавишей RESET. Тем самым, существует возможность заново определять осевые пары во время режима работы и включать/ выключать через языковую команду ЧПУ.
Существуют оси-Master и оси-Slave. Ось-Master может вести несколько Slave-осей, одна ось-Slave не может быть одновременно Master-осью (каскадирование не возможно). Чтобы защитить обрабатывающие головки от столкновения, можно установить защиту от столкновения и активировать ее, на выбор, через параметр станка или интерфейс VDI.
Ограничение оси от PLC
>Зоны защиты
Предварительная активация зон защиты со специальным смещением положения запрограммирована в управляющей программе. Вы можете осуществить предварительно активизированные зоны защиты в пользовательской программе PLC через интерфейс контроллера. В результате соответствующая зона защиты активизируется, например, прежде, чем наконечник инструмента внедрится в рабочую область, чтобы проверить, являются ли инструмент или заготовка на пути самоориентирующейся части.
PLC может осуществить другое ограничение оси, активизируя второй программный концевой выключатель через сигнал интерфейса PLC. Это уменьшение рабочей области может стать необходимым, например, когда пиноль выходит в позицию. Изменение немедленно активируется, и первый программный выключатель больше не действует.
Замена оси/шпинделя
Ось/шпиндель постоянно привязана к определенному каналу через машинные. The axis/spindle replacement function can be used to release an axis/a spindle (RELEASE) and to assign it to another channel (GET), i.e., to replace the axis/spindle. The relevant axes/spindles are determined via machine data.
Замена оси/шпинделя
axis/a шпиндель надолго назначен на определенный канал через машинные данные. Функция замены оси/шпинделя может использоваться, чтобы выпустить axis/a шпиндель (ВЫПУСК), и назначать это на другой канал (ДОБИРАЮТСЯ), то есть, чтобы заменить ось/шпиндель. Соответствующие топоры/шпиндели определены через машинные данные.
Компенсация люфтов
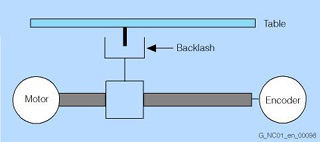
Позитивный люфт (нормальный случай). Действительное значение датчика опережает фактическое действительное значение (стол): стол перемещается на меньшее расстояние.
При передаче силы между подвижной частью станка и его приводом (напр., шариковинтовая пара) возникают, как правило, небольшие люфты, т.к. следствием полностью беззазорной настройки механики был бы слишком сильный износ станка. При осях/шпинделях с косвенными измерительными системами механический люфт ведет к искажению траектории пути. При реверсировании, например, одна ось обводит слишком большое или слишком малое количество люфтов.
В целях компенсации люфтов действительное значение, специфическое для оси, при каждой смене направления оси/шпинделя корректируется на значение люфта.
Если имеется вторая система измерения, то для каждой системы измерения следует задавать принадлежащий ей обратный люфт. Компенсация люфтов всегда активна во всех режимах работы после выхода в ноль.
Поиск кадра
Для тестирования программ обработки или после внезапного прекращения обработки, с помощью функции «Поиск кадра» в программе можно выбрать любое место, с которого обработка должна запуститься заново или продолжиться.
В Вашем распоряжении 4 варианта поиска:
- С вычислением на контуре:
во время поиска кадра выполняются те же вычисления, что и в нормальном программном режиме. Затем найденный кадр точно по контуру подводится к конечной позиции. С помощью этой функции Вы из любой ситуации можете снова вернуться на контур. - С вычислением на конечной точке кадра:
эта функция позволяет Вам достигать конечную позицию (напр., позицию смены инструмента). Снова во время поиска кадра выполняются все вычисления, что и в нормальном программном режиме. Конечная точка найденного кадра или следующей
запрограммированной позиции достигается при использовании того вида интерполяции, который действителен в конечном кадре. - Без вычислений:
этот вариант служит быстрому поиску в главной программе. Во время поиска кадра, вычисления не выполняются. Внутрисистемные значения остаются на том же уровне, что и до поиска кадра. - Внешний поиск кадра без вычислений:
В меню «Позиция поиска» и «Указатель поиска» через функциональную клавишу «Внешний без вычисл.» можно запустить ускоренный поиск кадра в программах, которые отрабатываются с внешнего устройства (локальный жесткий диск или сеть).
Цель поиска Вы можете установить через:
- Прямое позиционирование курсора на конечном кадре
- Ввод номера кадра, метки (метка перехода), любой цепочки знаков (строка), имени программы или номера строки.
Перемещение в декартовой системе координат (PTP travel)
Для задач манипулирования и управления роботом требуется два вида движений: либо в декартовой системе
координат (Continuous Path, СР), либо движение Точка-к-Точке (РТР). С РТР можно кратчайшим путем достичь
конечной точки с активной (!) трансформацией TRAORI. РТР создает линейную интерполяцию в пространстве осей
станка. С переходом от движения РТР к движению СР можно оптимально по времени переключаться из быстрого подвода
на движение установки или позиционирования.
Движение РТР не ведет к перенагрузке осей при движении за счет сингулярности (например, установка шарнира меняется
при манипулировании).
Движение РТР также возможно в режиме работы JOG и не требует пересчета имеющихся декартовых позиций
(например, из CAD-систем) в значения осей станка. Движение РТР в декартовой системе координат
используется также для круглошлифовальных станков с наклонными осями: при активной трансформации оси подачи
движущейся в декартовых координатах или в углах наклонных осей.
Окружность через центр и конечную точку
Круговая интерполяция способствует движению инструмента на круговой траектории по или против часовой стрелки. Желаемая окружность описывается через:
- Исходную точку окружности (действительная позиция в кадре перед окружностью)
- Направление вращения окружности
- Конечную точку окружности (целеуказание в кадре окружности)
- Центр окружности
Центр окружности может программироваться абсолютным к действительной нулевой точке координат или инкрементальным к начальной точке окружности.
Если в чертеже ясно виден угол растра, то он может программироваться прямо.
Во многих случаях простановка размеров чертежа выбирается таким образом, чтобы было удобно программировать радиус для установки круговой траектории. При дуге окружности больше 180° значение радиуса вводится с отрицательным знаком.
Окружность через промежуточную и конечную точки
Если должна программироваться окружность, которая находится не в плоскости, параллельной оси, а наклонно в пространстве, то для программирования вместо центра окружности может использоваться промежуточная точка. Для программирования окружности необходимы три точки: начальная, промежуточная и конечная.
Контроль механического зажима
> Контроль положения, контроль состояния покоя
«Контроль механического зажима» – один из самых обширных механизмов для контроля осей в Sinumerik.
Если после завершения процесса позиционирования ось должна быть зажата, сигналом «Происходит процесс зажима» на интерфейсе PLC Вы можете активировать контроль механического зажима. Это необходимо, потому что во время процесса зажима оси далее могут быть выдавлены из заданной позиции за допуск состояния покоя. Значение отклонения от заданной позиции устанавливается через машинные данные. Функция «Контроль механического зажима» заменяет во время процесса зажима контроль состояния покоя и точно также действенна при линейных и круговыхых осях, а также при шпинделях, управляемых по положению. В режиме сопровождения контроль механического зажима не активен. При срабатывании контроля происходят те же реакции, что и при контроле состояния покоя.
Регулирование расстояния 1D в IPO такте
Регулирование расстояния 1D в IPO такте используетс, например, для обработки сигналов датчика через быстрый аналоговый вход. С помощью функции «Регулирование расстояния 1D в IPO-такте» через синхронное действие можно вычислить смещение позиции $АА_ОFF для одной оси.
Регулирование расстояния 1D/3D в такте управления положением (опция M40)
Опция «Регулирование расстояния 1D/3D в такте управления положением (LR-такте)» (вкл. в IPO-такте) регулирует три оси
станка, а также одну Gantry-ось и дает возможность автоматически сохранять постоянным расстояние, технологически необходимое в процессе обработки. Самые важные применения этому – водоструйная и лазерная резка, например, радиальное резание брусков с овальными поперечными сечениями.
Ограниченная функциональность экспортной версии: регулирование расстояния 1D в такте управления положением, количество интерполируемых осей ограничено четырьмя.
Программные сообщения ЧПУ
> Аварийные и вспомогательные сообщения
Все запрограммированные в программе по обработке деталей сообщения и распознанные системой аварийные сигналы индицируются на панели управления открытым текстом. Вспомогательные и аварийные сообщения индицируются по отдельности. Вы можете программировать вспомогательные сообщения, чтобы во время хода программы давать оператору указания к действительной в данный момент ситуации обработки.
Память пользователя ЧПУ
Все программы и данные: программы по обработке деталей, подпрограммы, комментарии, коррекции инструмента, смещения нулевой точки/фреймы, а также данные пользователя канала и программы могут откладываться в общую память пользователя ЧПУ. Память пользователя ЧПУ имеют буферизацию аккумулятором.
Соединение трансформаций
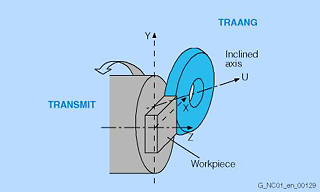
Шлифование TRANSMIT-контура с помощью наклонной оси
Командой TRACON друг с другом могут быть соединены две трансформации. TRAANG (наклонные оси) в качестве базовой трансформации связывается с TRAORI (5-осевая трансформация), TRANSMIT (обработка торцевой стороны обтачиваемых деталей), TRACYL (трансформация боковой поверхности цилиндра).
Применения:
- Токарное фрезерование с механически не ортогональной Y-осью к X, Z (токарно-фрезерный станок с наклонным основанием)
- Шлифование контуров, которые программируются с помощью TRACYL (цилиндрическая развертка)
- Чистая обработка некруглого контура, созданного с TRANSMIT
Продолжение обработки на контуре (retrace support) (опция M24)
Для 2D-плоских процессов обработки резанием, например, лазерная резка, кислородная резка и резка водяной струей, оператор станка, после прерывания обработки, может без точного знания программы по обработке деталей вернуться к
точке касания (damage point), чтобы оттуда продолжить обработку детали.
Функция возврата на контур содержит циклический буфер для геометрических сведений отработанных кадров.
Из этих данных генерируется новая программа по обработке деталей для обратного движения. Повторная установка
используется, например, тогда, когда оператор станка заметил сбой или прерывание нескольких кадров только после произошедшего прерывания. При этом обрабатывающая головка чаще всего уже прошла дальше в обработке и, соответственно, должна быть повторно установлена на контур.
Непрерывная правка (параллельная правка)
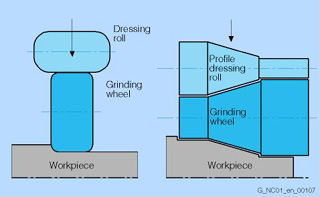
Параллельная правка
С помощью этой функции форма шлифовального круга может выравниваться параллельно с процессом обработки. Коррекция шлифовального круга, возникающая из-за правки, сразу же действует как коррекция длины.
Если для обработки контура программируется коррекция радиуса инструмента и из-за правки радиус инструмента изменяется, ЧПУ вычисляет это значение правки как настоящую коррекцию радиуса инструмента.
Контурное управление с программируемым интервалом
перешлифовки (зарезом)
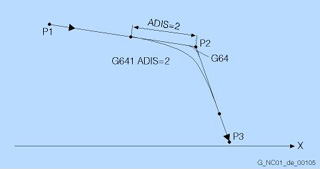
Режим контурного управления с программируемым расстоянием перешлифования
Цель режима управления траекторией – избежать большого торможения на границах кадра и при тангенциальных переходах перейти в следующий кадр с, по возможности, одинаковой путевой скоростью. Так как на границах кадра останова нет, то на детали не возникает следов от режущей кромки. При не тангенциальных переходах при выбранном режиме управления траекторией (G64) получается сокращение скорости и шлифовка контурных углов. Функцией G641 ADIS=… можно запрограммировать мягкий проход контура без скачка ускорения.
Программирование отрезка контура
Для быстрого ввода простых контуров в Вашем распоряжении находится программирование отрезка контура: Очень легко и наглядно Вы можете программировать 1-, 2- или 3-х точечные отрезки с элементами перехода Фаска или Скругление с поддержкой вспомогательных схем в редакторе через задание декартовых координат и/или углов.
Контурный маховичок (опция M08)
> Интерполяция подачи
С активированием функции «Контурный маховичок», последний действует, задавая скорость на все запрограммированные движения перемещения путевых и синхронных осей в режимах работы AUTO и MDA. Заданная через программу ЧПУ подача больше не действует, запрограммированный профиль скорости больше не активен. Подача получается в мм/мин из импульсов
маховичка на основе расчета импульса (машинные данные) и активного инкремента. Направление вращения маховичка
определяет направление перемещения:
• по часовой стрелке: в запрограммированном направлении перемещения (также через границы кадра)
• против часовой стрелки: против запрограммированного направления перемещения (до начала кадра –
дальнейшее движение препятствуется).
Контроль контура
> Наезд на жесткий упор
Как размер точности контура контролируется ошибка буксировки внутри одного определяемого диапазона допуска. Недопустимо высокая ошибка буксировки может появляться, например, за счет перенагрузки привода. В случае ошибки
оси/шпиндели останавливаются.
Функция «Контроль контура» постоянно включена при активном канале и в режиме управления по положению.
Если канал прерван или в состоянии Reset, то контроля контура не происходит. Также во время функции «Наезд на жесткий упор» контроль контура выключен.
Контроль контура через туннельную функцию (опция M52)
С помощью функции «Контроль контура через туннельную функцию» при 5-осевой обработке или при обработке комплексных деталей можно контролировать абсолютное движение режущей кромки инструмента в пространстве. Тем самым она предлагает оптимальную защиту высококачественных деталей. При этом вокруг запрограммированной траектории прокладывается круглый туннель (рукав допуска) с задаваемым диаметром. Если во время обработки, за счет осевой ошибки, смещение пути становится больше, чем заданный диаметр туннеля, то оси сразу же останавливаются. Смещение оси может также одновременно записываться на аналоговом выходе.
Контроль модуля управления
Тонкий клиент - Thin Client Unit (TCU) для распределенной установки позволяет разделение лицевых панелей оператора SINUMERIK OP (TP) и панелей SINUMERIK PCUs, так же как подключение до четырех панелей оператора к PCU с одной TCU для каждой панели. Таким образом, интерфейс пользователя PCU 50.3 копируется на несколько OPs с одним TCU каждая. Преимущества:
- Низкие вибрации PCU установленного в шкафу
- Эффективное управление большими станками с использованием до 5 унифицированных панелей оператора
- Связь между PCU и панелью оператора через Industrial Ethernet
- Управление на активной панели оператора с опцией управления на пассивной панели по запросу
- Смешанное управление на панели оператора с TCU или с интегрированного TCU напрямую подключенной к PCU
- Расстояние между панелью оператора и PCU до 100 м (макс. расстояние между двумя узлами сети)
Криволинейная интерполяция CRIP (опция N04)
Функция криволинейной интерполяции доступна NCK OA с загружаемым компилируемым циклом (compile cycle).
Он поддерживает простое программирование и обработку посадочных мест под подшипник на коленвале. Функция может использоваться более чем в одном канале, что означает возможность одновременной обработки несколькими шлифовальными кругами. Функция рассчитывает компенсацию шлифовального круга в зависимости от вращающейся поверхности заготовки. Как и при "нормальном" цилиндрическом шлифовании, в журнале программируется радиальное расстояние X между заготовкой и шлифовальным кругом.
Действия, охватывающие все режимы работы (опция M43)
> обработка прерываний с быстрым отводом от контура
С помощью асинхронных подпрограмм (ASUP), не только во время отработки программы, но и во всех режимах работы и программных состояниях можно сразу же реагировать на высокоприоритетные события.
При соответствующем прерывании также в режиме ручного управления возможно запустить ASUP.С помощью ASUP можно, например, при опасности столкновения отвести шлифовальный круг на безопасную позицию. С помощью этой функции можно также разблокировать статически действующие синхронные акции IDS, которые активны во всех режимах работы.
Поддержка циклов
> Расширение интерфейса пользователя
Технологические циклы для сверления, фрезерования и точения, а также измерительные циклы, поддерживаются через маски циклов. Для программирования контура в Вашем распоряжении находятся такие же кадры ввода. Как пользователь, Вы под функциональностью «Расширение интерфейса пользователя» можете определить свои собственные функциональные клавиши, поля ввода и кадры.
Обмен данными между каналами обработки
> Высокоуровневый язык CNC
При функции «Координирование программы» для обмена данными между программами могут использоваться переменные, которыми совместно располагают каналы (глобальные переменные, специфические для NCK). Само программное сообщение проводится для каждого канала отдельно.
Функции диагностики
В системы управления для сервиса встроены как программа самодиагностики, так и вспомогательные тесты. На панели
управления высвечивается статус для:
• сигналов интерфейса между ЧПУ и PLC, а также PLC и станком
• модулей данных
• меркеров, таймеров и счетчиков PLC
• входов и выходов PLC
Сигналы входа и выхода и меркеры могут использоваться при тестировании. Все аварийные и вспомогательные сообщения раздельно индицируются открытым текстом на панели управления с соответствующим критерием гашения.
Через меню «Индикация сервиса» могут вызываться важные сведения осевых и шпиндельных приводов, например:
• Абсолютное действительное значение положения
• Заданное значение положения
• Отклонения, обусловленные запаздыванием
• Заданное значение частоты вращения
• Действительное значение частоты вращения
• Трассировка ЧПУ и приводных переменных
Выбор системы измерения метрическая/дюймовая
Проставляя размеры на рабочем чертеже, Вы можете запрограммировать геометрические данные заготовки на выбор в метрических (G71) или дюймовых размерах (G70). Не зависимо от запрограммированных размеров система управления настраивается на основную систему. Следующие геометрические данные Вы можете преобразовать из системы управления в не настроенную измерительную систему и ввести их напрямую (пример):
• Путевые сведения X, Y, Z …
• Параметры интерполяции I, J, K и радиус окружности CR
• Шаг резьбы
• Программируемое смещение нулевой точки (TRANS)
• Полярный радиус RP
С помощью программного расширения G700/ G710 в запрограммированную систему измерения интерпретируются все подачи (дюйм/мин или мм/мин). В рабочей зоне «Станок» нажатием функциональной клавиши Вы, кроме того, можете переключаться между дюймовыми и метрическими указаниями размера.
Функции индикации на экране
На экране панели управления могут индицироваться все действительные сведения, такие, как:
• Актуальный, находящийся в обработке кадр
• Предшествующий и последующий кадр
• Действительное значение позиции, разность заданного и действительного значения
• Актуальная подача
• Скорость шпинделя
• G-функции
• Вспомогательные функции
• Название детали
• Название основной программы
• Название подпрограммы
• Все введенные данные: программы обработки деталей, данные пользователя и станка
• Вспомогательные тексты
Важные сообщения обработки индицируются открытым
текстом, например:
• Аварийные и вспомогательные сообщения
• Позиция еще не достигнута
• Подвод Останов
• Программа работает
• Ввод/вывод данных работает
Функция дифференциал-резольвер (смещение DRF)
> Наложение маховичка
«Функция дифференциал-резольвер» через электронный маховичок производит дополнительное инкрементальное смещение нулевой точки в режиме работы AUTO. С помощью этой функции можно, например, корректировать износ инструмента внутри запрограммированного кадра.
Предварительный динамический буфер (FIFO)
Кадры перемещения подготавливаются до обработки и откладываются в предварительном буфере с параметрируемыми размерами (FIFO = first in/first out). На участках обработки с высокой скоростью и короткой длиной пути из этого предварительного буфера можно отрабатывать кадры с очень быстрой их сменой.
Предварительный буфер подгружается на ходу во время обработки. Командой STARTFIFO можно остановить обработку кадра,
пока заполняется предварительный буфер, или программируется STOPFIFO (начало быстрого участка обработки) или STOPRE (останов запуска).
Электронный редуктор (опция M22)
С функцией «Электронный редуктор» возможно высокоточное кинематическое соединение осей с программируемым передаточным числом. Соединение для любых осей может рассчитываться и выбираться через программу или панель управления.
С помощью функции «Электронный редуктор» можно управлять движением зависимой оси в зависимости от 5
ведущих осей. Через постоянное передаточное число Числитель/Знаменатель или через таблицу кривых связи между
ведущей и зависимой осями могут определяться как линейное или нелинейное соединение. Зависимая ось, со своей стороны, может быть ведущей осью для другого соединения редукторов (каскадирование). В качестве ведущих и зависимых осей используются как реальные, так и смоделированные линейные или круговые оси. Основные значения входа могут быть заданными значениями, сгенерированными интерполятором (соединение заданного значения) или действительными значениями, предоставленными измерительной системой (соединение действительного значения). С помощью электронного
редуктора с нелинейным соединением,наряду с изготовлением сферических поверхностей зуба при обработке шестерней, например, также возможна компенсация нелинейных характеристик процесса.
Ограничение экспортной версии системы: число одновременно перемещаемых осей ограничено четырьмя.
Электронные маховички
С помощью электронных маховичков выбранные оси могут одновременно перемещаться в режиме ручного управления.
Расчет делений маховичка определяется через расчет размера шага. При выбранном смещении или повороте координат можно также вручную перемещаться в трансформированной координатной системе детали. Максимальная частота входа маховичков составляет 100 кГц.
На входе действительных значений плат управления системы SIMODRIVE 611 digital или на модуле CCU может дополнительно работать третий маховичок.
С помощью функции «Контурный маховичок» последний может использоваться как на токарных станках, управляемых вручную (область применения для ManualTurn и ShopTurn), так и при шлифовании для процессов на контуре.
После активирования функции «Контурный маховичок» он действует в режимах работы AUTO и MDA, генерируя скорость, т.е. запрограммированная через программу ЧПУ подача больше не действует, запрограммированный профиль скорости не актуален. Подача получается в мм/мин из импульсов маховичка на основе обработки импульсов (через машинные данные) и активного инкремента (INC 1, INC 10 …).
Направление вращения маховичка определяет направление перемещения: по часовой стрелке в запрограммированном направлении через границы кадра, против часовой стрелки назад к началу кадра.
Электронный перенос (опция M35)
> Контроллер путевые выключатели/кулачки
> Полиномиальная трансформация
> Связь с ведущим значением и интерполяция по таблице кривых
> Действия, охватывающие все режимы работ
> I/O переферия через PROFIBUS DP
> Синхронные действия, ступень 2
> Пары синхронных осей (гантри-оси)
В штамповке с помощью ступенчатых инструментов, а также при штамповке крупноразмерных деталей, современная система перехода заботится о транспорте деталей, причем привод позиционирования управляется синхронно с главным движением штамповки. С опцией «Электронный перенос» ход движений систем перехода (напр., передаточные направляющие, всасывающие коллекторы и т.д.) управляется в зависимости от основного значения, которое соответствует позиции ползуна пресса. Опция «Электронный перенос» содержит опции «Сигналы путевого переключателя/механизм уставок», «Полиномиальная интерполяция», «Связь с ведущим значением и интерполяция по таблице кривых», «Действия, охватывающие все режимы работы», «Подключение периферии через PROFIBUS-DP», «Синхронные действия, Ступень 2», а также «Синхронный ход пары осей (Gantry-оси)» и «Дополнительная ось позиционирования». Комбинация этих отдельных опций учитывает все требования, которые предъявляются к высоко динамичным и позиционно точным системам управления переходом. При использовании опции «Электронный перенос» функции «Шпиндель» и «Коррекция инструмента» могут не
активироваться.
Ограниченная функциональность для экспортной версии: количество одновременно перемещаемых осей ограничено четырьмя.
Электронный перенос CP (опция M76)
> Контроллер путевые выключатели/кулачки, > Полиномиальная трансформация, > Базовые соединения, > Действия, охватывающие все режимы работ, > I/O переферия через PROFIBUS DP, > Синхронные действия, ступень 2, > Пары синхронных осей (гантри-оси)
В штамповке с помощью ступенчатых инструментов, а также при штамповке крупноразмерных деталей, современная система перехода заботится о транспортировке деталей, причем привод позиционирования управляется синхронно с главным движением штампа. С опцией «Электронный перенос CP» ходы движения систем перехода (напр., передаточные направляющие, всасывающие коллекторы и т.д.) управляются в зависимости от основного значения, которое соответствует позиции ползуна пресса. Опция "Электронный перенос CP" включает в себя следующие опции:
• Контроллер путевые выключатели/кулачки
- Полиномиальная трансформация
- Базовые соединения CP Comfort
- Действия, охватывающие все режимы работ
- I/O переферия через PROFIBUS DP
- Синхронные действия, ступень 2
- Пары синхронных осей (гантри-оси)
Комбинация этих отдельных опций учитывает все требования, которые предъявляются к высоко динамичным и позиционно точным системам управления переходом. При использовании опции «Электронный перенос CP» функции «Шпиндель» и «Коррекция инструмента» не активируются.
Ограничение функциональности экспортной версии системы: количество одновременно перемещаемых осей ограничено четырьмя.
Электронное весовое уравновешивание
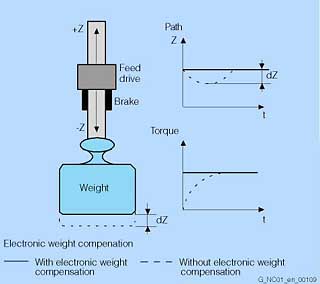
Электронное весовое уравновешивание
С нагруженными осями без механической или гидравлической весовой компенсации, вертикальные оси падают, когда отпускается тормоз и включается разрешение привода. Нежелательное падение (dZ) оси может быть компенсировано активизацией электронной весовой компенсации. После отпускания тормоза постоянный момент компенсации веса удержит позицию вертикальной оси.
Последовательность:
1. Тормоз держит ось Z
2. Тормоз отпускается , разрешение серво, импульсов включается
3. Ось Z не падает, удерживая свою позицию.
Оценка внутренних приводных переменных (опция М41)
Оценка внутренних приводных переменных может быть использована для контрол (адаптивного контроля) переменных второго процесса ( таких как путевая или осевая подача) зависящих от переменных измеряемого процесса ( таких как ток шпинделя)
Это позволяет, например, поддерживать постояннным значение резания при шлифовании, или быстро проходить рабочий зазор при первом проходе. Оценка приводных переменных также позволяет защищать и станок и инструмент от перегрузок, уменьшать время обработки и достигать более высокого качества обрабатываемой поверхности.
Оценка внутренних приводных переменных является предпосылкой выполнения адаптивного контроля (АС). Адаптивный контроль может быть параметризирован внутри программы обработки следующим образом:
- Добавочное влияние : программируемое значение (слово F) корректируется сложением.
- Мультипликативное влияние: Слово F умножается на значение (корректор).
Следующие переменные реального времени могут быть оценены как внутренние приводые переменные:
- $AA_LOAD Коэффициент загруженности привода в %
- $AA_POWER активная мощность привода в Вт
- $AA_TORQUE заданное значение момента привода в Нм
- $AA_CURR aдействительный ток оси/шпинделя в A
Расширенный интерфейс пользователя
Расширенный интерфейс пользователя функционально позволяет пользователю SINUMERIK разработать свои собственные экраны для визуализации специальных задач станка или конечного пользователя.
Пользовательский интерфейс сконфигурированный Siemens или производителем станка может быть модифицирован или заменен. Функция выполняется посредством встроенного интерпретатора и через конфигурирование файлов содержащих описание интерфейса пользователя.
Экраны могут быть разработаны напрямую без привлечения дополнительных аппаратных средств. Графический инструмент требуется для создания графики и картинок. Прогрмммы обработки могут функционировать внутри созданных экранов.
Примеры применения новых экранов, которые также могут быть основой для новых экранов пользывателей можно найти в поставляемых toolbox.
Вы можете выполнить следующие функции используя расширенный интерфейс пользователя:
- Визуализация экранов и клавиш, переменных, таблиц, текста, помощи,графики и экранов помощи
- Стартовые действия когда экраны визуализируются или прекращаются, когда нажаты клавиши, и введены значения (переменные)
- Динамическая реструктуризация экранов, включая изменения экранных клавиш, разработка областей и визуализация, замена и стирание экранных текстов и графики
- Чтение и запись переменных, комбинирование с математическими, компаративными или логичиеским операторами
- Выполнение подпрограмм, файловых функций, сервис PI или выполнение внешних функций (HMI Advanced)
- Разрешение замены данных между экранами
- Расширенный интерфейс пользователя сконфигурирован используя ASCII файлы которые хранятся на PCU. Файлы которые содержат ASCII описания для слоя интерактивного экрана, функции клавиш и визуализируемый текст и графику представляются
Со встроенным редактором, даже в основной версии интерфейс пользователя может быть расширен посредством предопределенных клавиш до 20 экранов (более 20 экранов с OA лицензией на копирование)
Расширенное состояние покоя и возврата (включая режим генератора) (опция M60)
Из плоскости обработки отвод происходится в безопасную позицию без столкновений между деталью и инструментом.
В качестве расширения возможного автономно приводного останова и отвода, предлагается функция «Останов и отвод, проводимый ЧПУ». В целях щадящего интерполяционного отвода на траекторию или контур, путевая интерполяция может выполняться через заданный промежуток времени после вызывавшего событие триггера. Затем отводимые оси синхронно по времени перемещаются на абсолютно или инкрементально запрограммированную позицию.
Эти функции преимущественно используются в технологиях нарезания зубьев и шлифовании.
Fast-IPO-Link (опция M12)
Некруглая обработка может выполняться для общих контуров деталей при помощи полиномиальной интерполяции или, при синусоидальных подачах, при помощи связи с ведущим значением и интерполяции по таблице кривых.
Для очень быстрой некруглой обработке с функцией «Fast-IPO-Link» на отдельный быстрый тактируемый NCU может передаваться из памяти задача некруглой обработки (например, движение Х-оси). Тем самым достигаются скорости более 3000 мин -1 (для синусоидальных движений).
Предварительное управление
С помощью «Предварительного управления» Вы можете сократить почти до нуля рассогласование. Поэтому предварительное управление обозначается еще и как «Компенсация ошибки рассогласования». Ошибка рассогласования, в особенности при процессах ускорения, ведет к искривлениям контура, например, окружностей и углов, к нежелательной, зависимой от скорости контурной ошибке. Системы SINUMERIK располагают двумя различными видами предварительного управления:
- Зависимое от скорости предварительное управление числом оборотов (основная функция). За счет этого при постоянной скорости почти полностью может сократиться отклонение, обусловленное запаздыванием.
- Зависимое от ускорения предварительное управление моментом (опция). Чтобы даже при высоких требованиях к динамике достичь высокой точности контура, Вы можете использовать предварительное управление моментом и, таким образом, также при процессах ускорения при верной настройке почти полностью компенсировать отклонение, обусловленное запаздыванием. Тем самым даже при высоких путевых скоростях получается очень высокая точность обработки.
Интерполяция подачи (характеристика подачи)
> Полиномная интерполяция
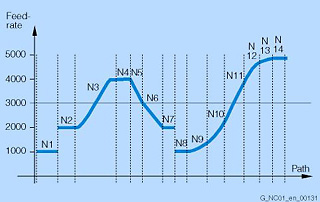
Пример интерполяции подачи
N1 Постоянный профиль подачи F1000: FNORM
N2 Скачкообразное изменение заданной скорости F2000: FNORM
N3 Профиль подачи через полином: F = FPO (4000, 6000, -4000)
N4 Полиномиальная подача 4000 как модальное значение
N5 Линейный профиль подачи F3000: FLIN
N6 Линейная подача 2000 как модальное значение
N7 Линейная подача, действительна как модальное значение
N8 Постоянный профиль подачи со скачкообразным изменением
ускорения F1000: FNORM
N9 Все последующие F-значения связываются через сплайны F1400:
FCUB
N13 Выключить профиль сплайна
N14 FNORM
В соответствии DIN 66025 можно через кадр программы по обработке деталей с адресом F задать постоянную подачу. Для
гибкой установки хода подачи программирование по DIN 66025 с помощью этой функции расширяется через путь траектории на
линейные и кубические формы. Кубические ходы могут программироваться прямо или как интерполируемые сплайны.
Тем самым, в зависимости от кривизны обрабатываемой детали, могут программироваться непрерывно ровные течения скорости, которые, в свою очередь, делают возможными бесперебойные изменения ускорения и изготовление за счет этого плавных поверхностей детали. Могут программироваться следующие профили подачи:
- FNORM:
Поведение соответственно DIN 66025 (установка по умолчанию). F-значение, запрограммированное в кадре ЧПУ, выдается через общий путь траектории постоянно и считается после этого фиксированным модальным значением. - FLIN:
An F value programmed in the block can be traversed linearly (rising or falling) over the path from the current value at the beginning of the block to the end of the block, and is subsequently regarded as modal value. Запрограммированное в кадре F-значение в течении пути траектории движется линейно (повышаясь и опускаясь) из актуального значения в начале кадра до конца кадра и считается после этого модальным значением. - FCUB:
Запрограммированные покадрово F-значения, относительно конечной точки кадра, связываются через сплайн. Сплайн начинается и заканчивается касательно к предшествующей или последующей установке подачи. - FPO:
Вы также можете программировать ход подачи прямо через полином. Задание коэффициентов полинома происходит аналогично полиномиальной интерполяции.
Процентовка
На запрограммированную скорость через станочный пульт или из PLC накладывается актуальная настройка скорости (от 0% до 200%). Таким образом, может точно выдерживаться скорость резания на контуре, расчет подачи относится к рабочей точке или конечной точке инструмента. Скорость подачи может дополнительно корректироваться в обрабатывающей программе через программируемый процентный коэффициент (от 1% до 200%). Воздействие накладывается (умножение) на установку со станочного пульта. Установка скорости из ПЛК задается специфически для оси.
Режим сопровождения
Если ось/шпиндель находится в режиме сопровождения, то она может иметь внешнее движение и действительное значение регистрируется дальше. Траектория движения актуализируется в показаниях. В режиме сопровождения не действует контроль состояния покоя, механического зажима и позиции. После прекращения режима сопровождения нового добнуления оси не требуется.
Концепция фреймов
Фрейм – это употребительный термин для геометрического выражения, которое описывает правила вычислений, как, например, параллельный перенос или вращение.
Для систем SINUMERIK в программировании ЧПУ фрейм переводит из одной декартовой системы координат в другую и представляет пространственное описание координатной системы детали.
Возможны:
- Базовые фреймы: трансформация координат из базовой системы координат (BKS) в базовую систему начала координат (BNS)
- Устанавливаемые фреймы: смещения нулевой точки через G54 до G57/G505 до G599
- Программируемые фреймы: определение системы координат детали (WCS)
За счет концепции фреймов посредством смещения, поворота, масштабирования и отражение очень просто могут трансформироваться декартовы системы координат.
Программирование через указания:
- TRANS Программируемое смещение нулевой точки
- ROT Поворот в пространстве или в плоскости
- ROTS Поворот относительно пространственного угла, спроецированного на плоскость
- SCALE Масштабирование (коэффициент масштаба)
- MIRROR Отражение
- TOFRAME Фрейм в выравнивании инструмента
- TOROT Доля вращения запрограммированного фрейма
- PAROT Фрейм для поворота детали (поворота стола)
- MEAFRAME Расчет фрейма из 3 точек измерения в пространстве (для измерительных циклов)
Указания могут вызываться в программе многократно. Этим имеющиеся смещения могут переписываться, но новые добавляются аддитивно.
Аддитивные указания фрейма:
ATRANS аддитивно программируемое смещение нулевой точки
AROT аддитивный поворот в пространстве или в плоскости
ASCALE масштабирование (умножение)
AMIRROR повторяющееся отражение
AROTS аддитивный поворот пространственного угла, спроецированного на плоскость
Если в распоряжении имеются качающиеся инструменты или детали, то обработка может быть оформлена очень гибко, например:
- Многогранная обработка деталей за счет поворота и качания плоскости обработки
- Обработка наклонных поверхностей с помощью коррекции длины и радиуса инструмента
Генераторный режим (опция M60)
С помощью функции «Генераторный режим» могут перекрываться кратковременные сбои питания или подготавливаться энергия для отвода. Для этого энергия, сохраненная во время вращения шпинделя или движения оси, по принципу генератора передается в промежуточный контур.
Базовые соединения (основная версия/опции)
Для общих согласований (СР) осей/шпинделей предлагается 4 уровня выполнения.
Базовое соединение Стандарт, CP Standard
Основная версия управления SINUMERIK позволяет соединить одновременно до 4 пар осей.
Все другие возможности являются опционными пакетами которые объединяют функции основного пакета и индивидуальные опции легкодоступным образом гарантирующим легкий ввод, высокую степень расширяемости и передачи программирования. Более того, возможности специфического согласования также могут быть использованы в других типах соединения, например, шпиндель с TRAIL.
Базовое соединение Basic, CP Basic (опция M72)
Эта опция увеличивает функциональность CP Standard на1x в каждом случае
> "Синхронные шпиндели/ многогранная токарная обработка" или
> "Соединение по главному значению/Интерполяция таблиц кривых" или
> "Осевое соединение в машинной системе координат"
Базовое соединение Comfort CP Comfort (опция M73)
Эта опция добавляет до 4 функций "Синхронные шпиндели/ многогранная токарная обработка" или "Соединение по главному значению/Интерполяция таблиц кривых" или "Осевое соединение в машинной системе координат" к функциональности CP Standard. Более того добавляется функция 1* "Электронный редуктор" для 3 ведущих осей (без интерполяции таблиц кривых и каскадирования)
Базовое соединение Expert, CP Expert (опция M74)
С этим опциональным пакетом, который является высшим уровнем базовых осевых соединений, до 8 пар осей могут быть соединены одновременно и до 8 функций "Синхронные шпиндели/ многогранная токарная обработка" и/или "Соединение по главному значению/Интерполяция таблиц кривых" и/или "Осевое соединение в машинной системе координат" может быть применено.
Более того с функцией CP Expert добавляется до 8 функций "Электронный редуктор" для 3 ведущих осей и до 5 функций "Электронный редуктор" для 5 ведущих осей возможно (в каждом случае с интерполяцией таблиц кривых и с каскадированием).
Функциональные ограничения для SINUMERIK 840DE sl/840DiE sl: смотри ограничения для каждой вышеуказанной функции и опции.
Геометрические оси, переключаемые online в программе ЧПУ
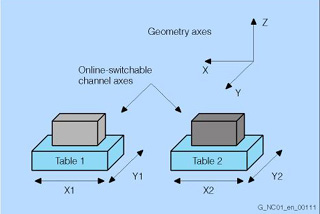
Геометрические оси, переключаемые online
В каждом канале ЧПУ, для интерполяции движений траектории в пространстве, геометрические оси образуют соединение.
Геометрические оси назначаются канальным осям через машинные данные. С помощью функции «Переключаемые геометрические оси» существует возможность из программы по обработке деталей составлять соединение геометрических осей из других осей канала. Таким образом, кинематика станка управляется параллельными осями без проблем.
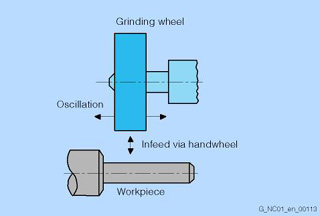
Постоянная окружная скорость шлифовального круга
Автоматический пересчет окружной скорости шлифовальных кругов в число оборотов, которое зависит от действительного
диаметра шлифовальных кругов. Эта функция может быть активна в одном канале ЧПУ одновременно для нескольких кругов. Окружная скорость шлифовальных кругов контролируется.
Постоянная окружная скорость шлифовальных кругов нужна не только во время обработки программы в режимах работы AUTO и MDA, но может также действовать сразу после запуска системы управления, при Reset и окончании программы по обработке деталей через все смены режимов работы (в зависимости от машинных данных).
HEXAPOD, PARACOP, TRICEPT трансформации кинематика пантографа
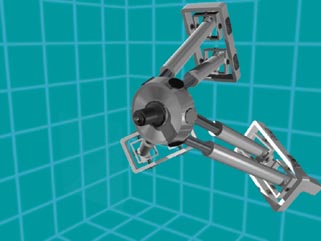
HEXAPOD анимация
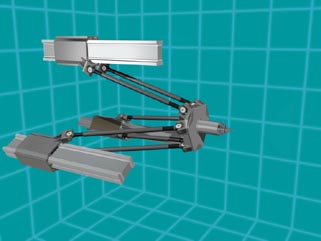
PARACOP анимация

TRICEPT анимация
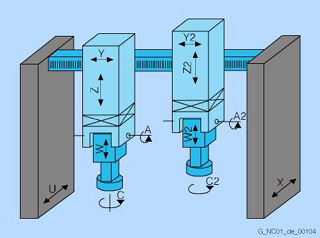
HEXAPOD, PARACOP, TRICEPT кинематические трансформации и кинематика пантографа используется в параллельно-кинематических станках (PKM). Параллельная кинематика означает что сила привода заставляет двигать шпиндельную головку (Платформа Стюарта) одновременно (виртуально параллельно).
С HEXAPOD платформа Стюарта движется шестью силовыми приводами, длина которых меняется. Платформа Стюарта может двигаться в любую позицию, включая позицию внутри рабочей зоны с помощью 6 силовых приводов и её наклон в пространстве (ориентация) специально устанавливается . Это позволяет проводить 5 осевую обработку на таких станках. Угол ориентации ограничен только механическими возможностями карданов или шаровых соединений.
Машины с PARACOP и TRICEPT являются станками типа TRIPODEN, в соответствии с чем платформа Стюарта движется с помощью трех силовых приводов. Методы проектирования применяются для гарантирования, что платформа Стюарта не может передвигаться неопределенным образом. На PARACOP машинах две параллельных штанги используются для каждого силового привода. Эти станки применяются для 3 осевой обработки. На станках TRICEPT добавлен пассивный телескоп (центральная труба). На станках TRICEPT две дополнительные круговые оси требуются для определения положения инструмента в пространстве. Эти оси расположены как двухповоротная шпиндельная головка на 5 осевой машине, таким образом конструкция станка позволяет производить 5 осевую обработку.
Трансформация кинематики пантографа является типом 2-/4- осевой трансформации с параллельной кинематикой. Она может работать как со штангами фиксированной длины, так и штангами чья длина может изменяться.
Когда используется кинематическая трансформация, программирование детали осуществляется обычно в Картезианской системе координат. По этой причине программист может создать программу тем же путем как и для обычного станка и не принимать специальную кинематику во внимание.
Пакет трансформаций для манипуляторов (опция M31)
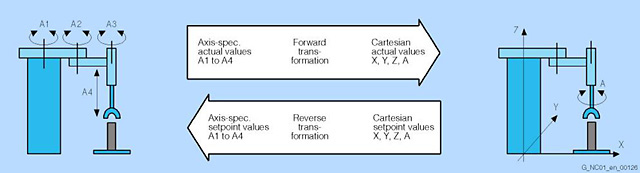
Пакет трансформаций для манипуляторов
«Пакет трансформаций для манипуляторов» содержит т.н. стандартный набор трансформаций, с помощью которого могут обслуживаться типичные 2-5-осевые управляющие механизмы, например, порталы или SCARAs. Этот пакет трансформаций координат переводит специфические действительные значения осей (напр., А1 до А4) в декартовы значения (напр., X, Y, Z, A), а запрограммированные декартовы заданные значения снова в специфические для оси значения для устройств манипулирования.
За счет этой координатной трансформации движения манипулирующего устройства становятся значительно проще и удобнее. Установка, т.е. ручной режим манипулятора с помощью, например, старт-стопных клавиш ручного программатора, может происходить, дополнительно к специфической для оси системе координат, также в декартовой системе координат манипулятора. Настройка трансформации под соответствующую кинематику происходит через машинные данные.
Шести осевая трансформация для указанных применений также возможна (обращайтесь в ваш местный офис Siemens )/
Ограничения для экспортной версии: Нет возможности.
Наложение маховичка
Наложение маховичка в режиме работы AUTO
С функцией «Наложение маховичка» может перемещаться одна ось или на ось может быть наложена скорость. Функция действительна комплектно.
Одновременно другие оси могут перемещаться интерполяционно или параллельно. Индикация действительных значений при этом постоянно актуализируется.
Применение: шлифовальные станки.
Винтовая интерполяция
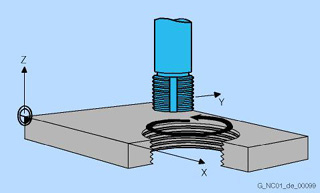
Интерполяция винтовых линий: резьбофрезерование профильной фрезой
«Винтовая интерполяция» особенно подходит для простого изготовления внутренней или внешней резьбы с помощью профильной фрезы или для фрезерования смазочных канавок. При этом винтовая линия складывается из двух движений:
- Круговое движение в одной плоскости
- Линейное движение вертикально к этой плоскости
Запрограммированная подача F относится при этом, на выбор, только к круговому движению или к общей путевой скорости задействованных осей ЧПУ.
Наряду с двумя осями ЧПУ для круговой интерполяции могут синхронно выполняться другие линейные движения. Запрограммированная подача F относится к осям, специально выбранным в программе.
Язык высокого уровня ЧПУ
Для различных технологических требований современным станкам в системах SINUMERIK был реализован язык высокого уровня ЧПУ, который предлагает максимальные возможности программирования.
Системные переменные
Системные ($.) переменные могут обрабатываться в программе ЧПУ (читаться, частично записываться). Системные переменные делают возможным доступ к, например, машинным, установочным, данным управления инструментом,
запрограммированным и актуальным значениям.
Переменные пользователя
Если программа должна использоваться гибко, то вместо постоянных значений используются переменные и параметры.
SINUMERIK предлагает возможность обеспечить выполнение всех функций ЧПУ и адреса в качестве переменных. Имена
переменных свободно определяются пользователем. Через атрибуты можно дополнительно ввести защиту от доступа для
чтения и записи. Тем самым возможно просто и наглядно писать программу обработки деталей и с помощью переменных
формировать адаптацию к соответствующим станкам, например, свободный выбор имени адресов осей и шпинделей.
Различают глобальные (GUD) и локальные (LUD) переменные пользователя. Через машинные данные LUD могут
переопределяться в программно-глобальные переменные пользователя (PUD). Они могут индицироваться в зоне
управления Параметры под функциональной клавишей Данные пользователя или могут там же изменяться.
Глобальные переменные пользователя (GUD) –
это переменные ЧПУ, которые настраиваются производителем станков. Они
действительны для всех программ.
Для параметрирования программ ЧПУ в распоряжении имеются локальные переменные пользователя (LUD). В каждой
программе ЧПУ они могут определяться заново. С помощью этих переменных пользователь может удобно программировать и
вводить собственную философию программирования.
Косвенное программирование
Возможность универсального использования программы предлагает косвенное программирование. При этом адреса осей, шпинделей, R-параметры программируются не прямо, а через переменную, в которую вносятся желаемые адреса.
Программные переходы
За счет введения программных переходов можно очень гибко управлять ходом процесса обработки. В распоряжении имеются условные и безусловные переходы, а также программные ответвления на основе актуального значения. Целью перехода служат метки перехода, которые надписываются в начале кадра. Цель перехода может стоять перед или после кадра перехода.
Согласование программ (при нескольких каналах)
С помощью согласования программ, через команды открытым текстом в программе по обработке деталей, при параллельном
режиме нескольких каналов ЧПУ, можно управлять временным ходом обработки. При этом программы могут загружаться,
запускаться и останавливаться, охватывая весь канал. Каналы могут синхронизироваться.
Вычислительные и тригонометрические функции
С помощью вычислительных и переменных пользователя можно выполнять обширные вычислительные функции. Наряду с
четырьмя основными арифметическими действиями имеются функции:
- Синус, косинус, тангенс
- Арксинус, арккосинус, арктангенс
- Квадратный корень
- Модуль
- Вторая степень (квадрат)
- Целочисленная часть
- Округление до целого числа
- Натуральный логарифм
- Показательная функция
- Смещение
- Вращение
- Изменение масштаба
- Зеркальное отражение
Операции сравнения и логические связи
Операции сравнения с переменными могут быть использованы для формулирования условий перехода. При этом функции
сравнения могут гласить:
- Равно, не равно
- Больше, меньше
- Больше или равно
- Меньше или равно
- Объединение строк
Логические связи: AND, OR, NOT, EXOR
Эти логические операции также могут проводиться побитово
Техника макросов
С помощью техники макросов отдельные указания языка программирования могут объединяться в общую инструкцию.
Эта укороченная последовательность указаний вызывается в программе ЧПУ под свободно определяемым именем.
Макрокоманда выполняются в соответствии с отдельными указаниями.
Контролирующие структуры
Система управления обрабатывает кадры ЧПУ в запрограммированной последовательности в соответствии со стандартом.
С помощью контролирующих структур – наряду с программными переходами – могут определяться дополнительные
альтернативы и программные циклы. Команды делают возможным структурированное программирование и хорошую
наглядность программы:
- Выбор между двумя альтернативами (IF-ELSE-ENDIF)
- Бесконечный программный цикл (LOOP)
- Цикл вычислений (FOR)
- Программный цикл с начальным условием (WHILE)
- Программный цикл с конечным условием (REPEAT)
Высокоскоростные входы/выходы ЧПУ
Путевые сигналы/механизм уставок
С помощью функции «Быстрые входы/выходы ЧПУ» в такте регулирования положения/интерполяции возможно записывать или выдавать сигналы.
Быстрые входы/выходы ЧПУ могут использоваться, например, для шлифования и лазерной обработки, а также для SINUMERIK Safety Integrated.
Входные сигналы возможны для:
- Нескольких значений подачи на один кадр . Функция позволяет изменение скорости подачи за счет внешних сигналов. Шесть цифровых входов могут быть связаны с шестью различными значениями подачи кадра ЧПУ. При этом помех для подачи не возникает. Конец подачи на глубину может реализовываться через дополнительный вход (старт длительности обработки), другой вход может запускать немедленное движение перемещения. В зависимости от входа начинается отвод оси (осей) подач на заранее определенное значение внутри IPO-такта. Возникающий остаток пути стирается.
- Нескольких вспомогательных функций в кадре
В одном кадре ЧПУ могут программироваться несколько вспомогательных функций. Они передаются на PLC в зависимости от операции сравнения или от внешнего сигнала. - Специфического для оси стирания остаточного пути
Быстрые входы вызывают обусловленную остановку и стирание остаточного пути осей траектории или позиционирования. - Программных ответвлений
С помощью быстрых входов внутри программы пользователя возможны программные ответвления. - Быстрого старта ЧПУ
В зависимости от внешнего входа в программе ЧПУ можно условно разблокировать обработку. - Аналоговых измерительных клещей
В зависимости от внешнего аналогового входа (уставка порогового значения через машинные данные) могут активироваться различные значения подачи, длительность обработки, а также путь отвода. - Сигналов, значимых для безопасности, например,аварийный останов. (EMERGENCY STOP)
Выходные сигналы возможны для:
- Путевых коммутационных сигналов
Путевые сигналы могут выдаваться с помощью функции «Путевые сигналы/механизм уставок». - Свободно программируемых выходов
- Выдачи аналоговых значений
- Сигналов, значимых для безопасности, например, защитный стопор
Интерфейс входов/выходов через PROFIBUS DP
PROFIBUS DP представляет протокол для распределенных входов/выходов. Это позволяет производить высокоскоростную циклическую коммуникацию. Преимущества PROFIBUS DP: очень короткое время цикла,высокая степень надежности, целостность данных, и стандартная структура сообщений.
Наклонная ось (опция M28)
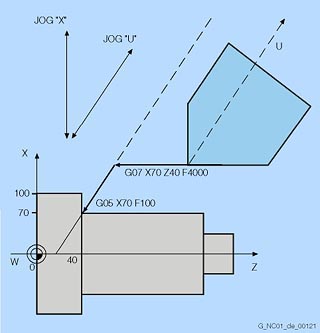
Шлифование с врезанием под углом: станок с не декартовой Х-осью (U)
Функция «Наклонная ось» реализует интерполяцию постоянного угла с учетом наклонной оси подач (особенно использование при круглошлифовальных станках). Оси программируются и индицируются в декартовой системе координат.
Также коррекции инструмента и смещения нулевой точки задаются декартово и трансформируются на реальные оси станка.
Функцией G07 программируется стартовая позиция для врезания с угловой подачей G05. В режиме работы JOG шлифовальные круг может, на выбор, двигаться декартово или в направлении наклонной оси U.
Наклонная обработка с фреймами
> Концепция фрейма
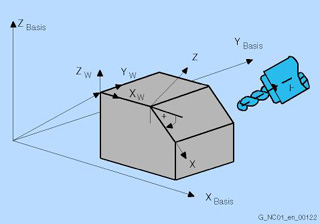
Наклонная обработка с фреймом
Токарная и фрезерная обработка на поверхностях деталей, которые не лежат в координатных плоскостях станка, могут удобно выполняться с поддержкой функции «Наклонная обработка». Положение наклонной плоскости в пространстве может определяться через поворот системы координат.
Вспомогательные блоки при компенсации радиуса инструмента
> Компенсация радиуса инструмента
Движения с выбранным смещением инструмента может быть прервано ограниченным числом вспомогательных блоков (блоков без движения осей в плане компенсации). Разрешенное число вспомогательных блоков устанавливается в системных параметрах.
Программы прерывания с быстрым отходом от контура (oпция M42)
«Программы прерывания» – это специальные подпрограммы, которые могут запускаться процессом обработки через события (внешний сигнал). Кадр программы обработки деталей, находящийся в отработке, прерывается. Позиция прерывания осей сохраняется автоматически. Точно также возможна буферизация актуальных состояний, таких как G-функции и актуальные смещения, так что последующее продолжение программы на месте прерывания происходит без проблем. Для программ прерывания в распоряжении находятся четыре дополнительных уровня программы, т.е. программа прерывания может запускаться еще в 8 уровнях программы и выполняться до 12 уровня. Одним прерыванием (напр., включение одного быстрого
входа ЧПУ) можно через специальную подпрограмму инициировать движение, которое делает возможным быстрый отвод инструмента от обрабатываемого в данный момент контура детали. Дополнительно можно запараметрировать угол отхода и значение пути. После быстрого отхода можно выполнить режим прерывания.
Подача, как величина обратная времени
Для SINUMERIK при движении оси, вместо скорости подачи, с помощью G93 может программироваться время, которое должен использовать путь траектории одного кадра.
Если длины пути от кадра к кадру различны, то при G93 в каждом кадре должно определяться новое F-значение. Для обработки с помощью круговых осей подача может задаваться также в град/оборот.
Эвольвентная интерполяция (опция M21)
С помощью эвольвентной интерполяции в одном кадре ЧПУ, вместо нескольких приближенных отдельных кадров, можно
программировать спиральный контур в форме т.н. круговой эвольвенты.
Благодаря точному математическому описанию контура можно достичь высокой путевой скорости и за счет этого уменьшения времени обработки. Таким образом, можно избежать нежелательных фасок, которые случайно возникают из-за грубых полигональных линий. Кроме того, при эвольвентной интерполяции конечная точка должна лежать не точно на эвольвенте, определенной через стартовую точку, а через машинные данные следует ввести максимально допустимое отклонение.
Список заданий
Для каждой детали, которая должна быть обработана, Вы можете создать «Список заданий» (список загрузки) для
расширенного выбора деталей.
Эти списки содержат указания, которые предлагают следующее для выполнения программ по обработке деталей, а также для нескольких каналов:
- Параллельная наладка (LOAD/COPY):
главные и подпрограммы и принадлежащие им данные, такие как программы инициализации (INI), R-параметры (RPA), данные пользователя (GUD), смещения нулевой точки (UFR), данные инструмента/накопителя (ТОА/ТМА), установочные данные (SEA), защищенные зоны (PRO) и провисание/углы (СЕС) загружаются или копируются в рабочую память ЧПУ с жесткого диска PCU. - Подготовки для старта ЧПУ (SELEСT):
программы выбираются в различных каналах, а также предпринимается подготовка к запуску для отработки - Параллельная очистка (обратная LOAD/COPY):
главные и подпрограммы и принадлежащие им данные разгружаются из рабочей памяти ЧПУ на жесткий диск
Для списка заданий Вы можете записать свои собственные образцы (шаблоны). После загрузки и выбора списка заданий
отрабатываются все программы и данные, необходимые для изготовления детали.
Быстрый сигнал для включения лазера (опция M38)
Для быстрой лазерной обработки, например, диафрагм с отверстиями, реализуется автоматически быстрое, зависимое от позиции включение и выключение лазера. При условии, что все движения, при которых лазер должен быть выключен, происходят с ускорением G0, коммутационный сигнал для лазера, по мере необходимости, может связываться G0 с передним или задним фронтом.
Кроме этого, сигнал для включения лазера может соединяться с устанавливаемым предельным значением подачи G1. Чтобы по возможности быстрее достичь реакции, включение и выключение цифрового лазерного сигнала управляется регулятором положения в зависимости от действительной позиции оси.
Для самого включения/выключения лазера никакие программно-технические меры предосторожности не предпринимаются, т.к. этот процесс напрямую связан с запрограммированными G-функциями. Но для процесса в целом (в начале программы) все же должна программироваться разблокировка CC_FASTON (DIFF1,DIFF2). Одновременно с этой разблокировкой вводятся оба
значения смещения, которые могут сдвигать включение и выключение на определенную разность хода относительно
заданной позиции. Отрицательное значение означает смещение перед заданным значением (предварение), положительное – значение опаздывания. Если программируется слишком большое значение предварения, т.е. при распознавании фронта заданное значение уже превышено, то сигнал включается сразу же.
Компенсация погрешности ходового винта/ измерительной системы
На УЧПУ SINUMERIK компенсации интерполяции различаются на две категории:
- компенсацией погрешности ходового винта (LEC) или измерительной системы MSFK как осевой компенсации (базовые и оси компенсации всегда идентичны) и
- компенсацией погрешности провисания и скручивания как охватывающую оси компенсацию (базовая ось действует на другую ось компенсации).
Принцип «косвенного» измерения на управляемых ЧПУ станках исходит из того, что на каждом месте внутри области перемещения ход шариковинтовой пары постоянен, так что действительная позиция оси может отводиться от позиции
двигателя привода (идеальный случай). За счет производственных допусков для шариковинтовых пар, они имеют более или менее большие погрешности (т.н. погрешность ходового винта). К этому прибавляются еще ошибки измерений, обусловленные используемой системой измерения, а также ее монтажные допуски к станку (т.н. погрешность измерительной системы) и прочие случайные, зависящие от станка источники ошибок.
Так как эти измерительные погрешности непосредственно влияют на точность обработки заготовки, их следует компенсировать за счет соответствующих значений коррекции, зависящих от позиции.
Значения коррекции определяются на основе измеренной кривой распределения ошибок и при вводе в эксплуатацию вводятся в систему управления в форме т.н. таблиц компенсаций. Соответствующие оси корректируются между опорными точками, линейно интерполируясь.
Контроль конечных выключателей
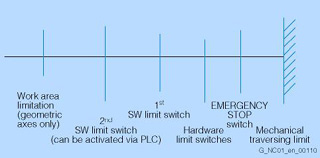
Обзор конечных ограничений
Через интерфейс PLC аппаратные конечные выключатели ограничивают от включения аварийного выключателя, подключение производится через цифровой вход. Торможение происходит либо как экстренное торможение с заданным значением ноль, либо согласно характеристике торможения. Оси должны свободно двигаться в противоположном направлении в рабочем режиме JOG.
Программные конечные выключатели лежат перед концевыми выключателями аппаратного обеспечения и активируются только после реферирования.
Во время выполнения PRESET программные конечные выключатели больше не действуют. Вторая пара программных конечных выключателей плюс/минус может активироваться через PLC.
Линейная интерполяция
Под линейной интерполяцией понимают внутрисистемный расчет точек на прямом отрезке между запрограммированными начальной и конечной точками.
Ограниченная функциональность экспортной версии: Интерполяция макс. с 4 осями.
Предпросмотр (Look ahead)
> Режим управления траекторией с программируемым расстоянием перекрытия
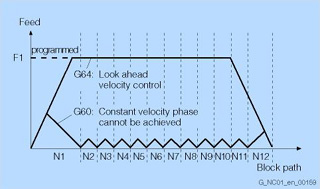
Сравнение характера скорости с точным остановом G60 и режимом управления траекторией G64 с Look Ahead при коротких отрезках пути.
При обработке комплексных контуров преимущественно получаются программные кадры с очень маленькими перемещениями по траектории и формой, часто с острой кромкой. Если такой контур обрабатывается с постоянной запрограммированной путевой скоростью, то получение оптимального результата обработки не возможно. При коротких кадрах перемещения с тангенциальными кадровыми переходами из-за коротких отрезков пути приводы не достигают желаемой конечной скорости. При обводе угла контур сглаживается.
С помощью «Look Ahead» за счет функции «Предпросмотр» через параметрируемое количество кадров перемещений достигается оптимум в скорости обработки. При тангенциальных кадровых переходах ускорение и торможение происходит за границами кадра, так что скачков скорости не возникает. При форме с острой кромкой сглаживание контура уменьшается на программируемый размер пути.
Опережающее определение нарушений контура
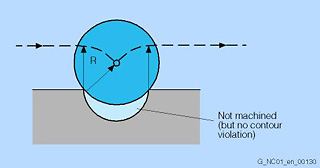
Поведение при радиусе инструмента > радиуса окружности
С помощью включенного контроля столкновений CDON (Collision Detection ON) и активной коррекции радиуса инструмента система управления, через предварительное распознавание повреждений контура, контролирует путь инструмента. Тем самым возможные столкновения могут своевременно распознаваться и активно предотвращаться системой.
Системой, например, при слишком большом радиусе инструмента, распознаются и выравниваются за счет измененных траекторий инструмента следующие критические ситуации обработки:
- Распознавание «бутылочного горлышка»:
так как радиус инструмента для изготовления узкого внутреннего контура слишком велик, то обводится «бутылочное горлышко» и выдается аварийное сообщение. - Расстояние контура короче, чем радиус инструмента:
инструмент обводит углы детали по переходной окружности и движется далее по контуру на запрограммированную траекторию. - Радиус инструмента слишком велик для внутренней обработки:
в этих случаях контуры очищаются только на такую глубину, чтобы не произошло повреждения контура.
Каналы обработки
Через структуру канала за счет параллельных ходов движения, например, перемещение загрузочных порталов одновременно с обработкой, может сокращаться вспомогательное время. При этом канал обработки следует считать за собственную систему управления ЧПУ с декодированием, подготовкой кадра и интерполяцией. Структура канала позволяет, чтобы программы по обработке деталей могли обрабатывать отдельные каналы одновременно и асинхронно. Клавишей «Переключение
-> Группы режимов работы канала» на панели управления выбирается соответствующий канал с принадлежащими кадрами. Могут выбираться и запускаться программы по обработке деталей для специфического канала. Каждый из возможных каналов может протекать в своей собственной группе режимов работы. Дополнительные каналы обработки являются опцией.
Пакет 5-ти осевой обработки (опция M30)
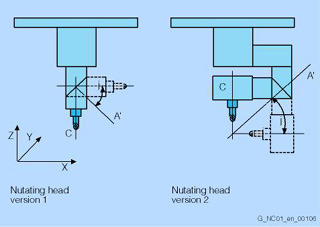
Карданная фрезерная головка
5-осевые задачи обработки, например, фрезерование свободных плоскостей, могут быть решены просто и удобно.
«Пакет 5-ти осевой обработки» предлагает для этого следующие функции:
- 5-осевая трансформация с ориентированием инструмента. При 5-осевой обработке наряду с геометрическими осями X, Y и Z, используются еще другие оси (например, круговые оси для поворота инструмента). При этом задание обработки может полностью определяться в декартовых пространственных координатах с декартовой позицией и ориентированием. Вектор траектории пересчитывается внутри системы управления через 5-осевую трансформацию с позицией и ориентированием в машинных осях.
- 5-осевая коррекция длины инструмента для 5-осевой обработки. При обработке 4-й/5-й осью длины выбранного инструмента автоматически засчитывается и корректируется в движение оси.
- Ориентированный отвод инструмента.
При прерываниях обработки (например, при поломке инструмента) через программную команду инструмент может быть ориентированно отведен на определенное расстояние. - Ориентированный на инструмент RTCP.
Через функцию RTCP (remote tool center point) оси поворота инструмента могут перемещаться в ручном управлении при соблюдении отмеченной кромкой инструмента точки в пространстве. Функция RTCP облегчает регистрирование опорных точек программы вручную с ориентированием инструмента. - Карданная фрезерная головка/Nutating Head
Предпосылка: пакет 5-ти осевой обработки с 5-осевой трансформацией. С помощью карданной фрезерной головки в связи с функцией «Nutating Head» могут с высокой скоростью подачи обрабатываться внешние контуры пространственно отформованных деталей. Для этого система управления выполняет 5-осевую трансформацию. Три главные линейные оси (X, Y, Z) определяют рабочую точку инструмента; две круговые оси, из которых одна образована как наклонная ось (угол устанавливается через параметр станка), делают возможным любое ориентирование в рабочем пространстве. Поддерживаются карданные фрезерные головки вариантов 1 и 2. В варианте 2 позиция рабочей точки не изменяется при повороте инструмента, движения уравновешивания, необходимые для изменения ориентирования, минимальны.
Ограничения: не возможно в экспортной версии.
Пакет фрезерной обработки (опция M26)
> 5 осевай фрезерная обработка
> Многоосевая интерполяция
> Сплайн интерполяция для 5 осевой обработки
> 3D коррекция инструмента
Пакет фрезерной обработки содержит следующие опции:5 осевай фрезерная обработка, Многоосевая интерполяция, Сплайн интерполяция для 5 осевой обработки, 3D коррекция инструмента.
Ограничения: не возможно в экспортной версии.
Пошаговое программирование (опция P04)
С помощью графического интерактивного пошагового редактора возможно осуществлять пошаговое программирование. В этом случае каждая линия программы представлена шагом обработки (контурное фрезерование, центрирование, сверление и т.д.) или данными геометрии (примерами контура или позиции). Все необходимые геометрические и технические параметры вводятся в экранных формах. Простое, интуитивное программирование в пошаговом режиме может быть расширено введением DIN/ISO кадров.
Преимущества:
- Интуитивный программный ввод, не требуется знаний DIN/ISO или Руководство Оператора
- Простое, ясное программирование
- Уменьшение времени для создания программы при использовании графических экранов, операций копирования вставки и присоединения.
Вызов главной программы из главной программы и подпрограмм
Если части программы обработки часто повторяются, то обычно они записываются в подпрограмму. Вызов подпрограммы происходит из главной программы (число повторов 9999). В одной главной программе возможно 11 уровней подпрограмм. Также главная программа может вызываться из другой главной или подпрограммы.
Ручная обработка (oпция P11)
Мы предлагаем функцию ручной обработки как для начинающих операторов, перешедших с универсальных станков так и для опытных операторов которые часто используют индивидуальные операции. Основной экран MANUAL появляется сразу после загрузки ЧПУ предлагая выполнить прямые действия без создания программы.
Связь с ведущим значением и интерполяция по таблице кривых (опция M20)
> Измерительные циклы, часть 2, синхронные шпиндели
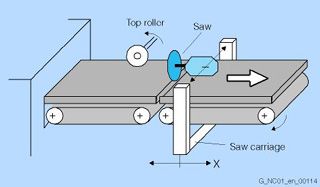
Пример для цикловых станков: летучая пила
Для специальных технологий (штамповка, автоматические линии, печатные машины) при замене механических, циклических заданий переноса через электронные функции в автоматическом режиме постоянно необходимы функции ввода/вывода между ведущими и зависимыми осями. Для этой цели функциональность «Синхронный шпиндель» расширяется до функции «Связь с ведущим значением». За счет этого линейные ведущие и ведомые оси могут связываться через таблицу кривых в программе ЧПУ.
Между позициями осей позволяют аппроксимироваться любые функциональные связи.
Мягкий ввод избегает скачка скорости при включении ведущей оси. Через указания фрейма возможны смещения (например, 12°), масштабирование (например, 1,00023) и зеркальное отражение.
С помощью электронной интерполяции по таблице кривых при управлении цикловыми станками заменяются необходимые до сих пор дисковые кулачки.
Комплексный ход движения может легко определяться за счет применения известных языковых элементов ЧПУ. Внешние входные параметры (напр., «Главный вал») образовываются через главное значение системы управления. Функциональная зависимость ведущей/зависимой оси может быть подразделена на отрезки главной оси (сегменты кривой). На этих сегментах кривой через математические функции (в общих полиномах 3 степени) описывается соединение главное - последующее значение.
Так называемые «Цикловые станки» характеризуются постоянно повторяющимися циклическими процессами с высокой пропускной способностью и высокой производительностью при обработке, транспорте, упаковке и обработке деталей (например, деревообрабатывающие станки, упаковочные машины, печатные машины, прессы).
С помощью системы SINUMERIK для циклических станков реализуются такие технологические функции, как синхронность, электронный трансфер и позиционирование. Механика (главный вал, редуктор, дисковые кулачки, муфты) вводится при этом через электронное решение (связь с ведущим значением, таблицы кривых, синхронные действия и электронные кулачки).
Дополнительно электронная функциональность позволяет быстрое специфическое для оси оптимизирование, быстрые
коррекции фазы и пути, быстрые реакции при поврежденных или отсутствующих частях, быстрая синхронизация
включения-выключения, а также расцепление ведущих осей и выполнение автономных движений.
Осевые циклы и расчеты синхронности выполняются в IPO-такте.
Для регистрации края при сквозных деталях, а также для измерения печатных меток (например, при сквозных пленках)
используется, например, измерение из синхронных действий.
Ограниченная функциональность при экспортной версии: Число одновременно интерполируемых осей ограничено до 4.
Master-Slave для привода (опция M03)
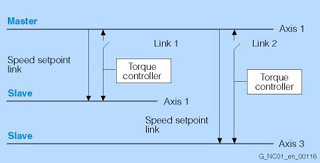
Пример: ось 1 является одновременно Master-осью для осей 2 и 3
Функция «Master-Slave для привода» используется, когда к одной оси механически прочно привязываются два электрических привода. При одном из этих соединений регулятор момента обеспечивает, чтобы оба привода запускались точно в один момент, т.к. иначе оба двигателя работали бы несинхронно. Чтобы достичь натяжения между приводом Master и приводом Slave, можно включить на регуляторе момент натяжения, устанавливаемый через параметр станка.
Примеры использования:
- Усиление мощности и (эпизодически) механическая связь приводов
- Привод с 2 двигателями, которые работают на одной зубчатой рейке
- Дополнительная обработка колесных пар для рельсовых транспортных средств
- Беззазорное реверсирование взимнонатянутых приводов
Одна ось может быть также Master-осью для нескольких соединений.
Измерительные циклы (опция P28)
Измерительные циклы являются подпрограммами для выполнения специфических задач измерения инструмента или детали. Они понятны в использовании и облегчают ввод необходимых параметров.
Преимущества:
- 2 измерительных щупа могут быть подсоединены одновременно
- Измерение в пространстве с фреймом
- адаптивный измерительный режим с/без стирания остатка пути
- Визуализация и регистрация параметров измерения и результатов (с измерительными циклами)
- Результаты могут быть прочитаны как в машинной так и ситеме координат детали
- Циклические измерения с синхронными действиями параллельно обработке детали
- Измерения в ручном режиме для фрезерных машин
Измерение стадия 1
К системе управления Вы одновременно можете подключить два переключающихся измерительных щупа. При измерении,
специфическом для канала, активизация измерительного процесса для одного канала ЧПУ постоянно происходит из программы по обработке деталей, которая протекает в соответствующем канале. В процессе измерения задействованы все оси, запрограммированные в кадре измерений.
При необходимости Вы можете программировать событие триггера (передний или задний фронт) и способ измерения (с или без стирания остаточного пути).
Результаты измерения могут считываться в программе по обработке деталей или с помощью синхронных действий, как
в координатной системе станка, так и детали. Отклонение измерительного щупа Вы можете проверить при помощи запроса переменой и вывода на интерфейс PLC и уже из этого вывести реакцию в программе по обработке деталей.
Расширенную функциональность (например, осевое измерение, анализ до 4 событий триггера или циклическое
измерение) Вам предлагает опция «Измерение Ступень 2».
Измерение Ступень 2 (опция M32)
В то время как измерительная функция при кадрах движения в программе по обработке деталей ограничена одним кадром,
эту функцию, не зависимо от программы, можно включать в любое время из синхронных действий. События измерения могут назначаться осям в кадре ЧПУ. При одновременном измерении могут анализироваться до 4 событий триггера на каждый такт управления положением. Значения измерения считываются как функция трех параметров: измерительного щупа, оси и измерительного фронта.
При непрерывном (циклическом) измерении его результаты записываются в FIFО-переменной. Бесконечное измерение
может быть достигнуто через циклическое считывание FIFО-значений.
Результаты измерения, на выбор, могут протоколироваться в файле системы ЧПУ (опция 28) или через интерфейс V.24 выводитьсяна принтер или РС. Стандартный протокол, имеющийся в измерительных циклах, может свободно оформляться пользователем.
Измерительная система 1 и 2, переключаемая
Для специальных применений одной оси могут назначаться два измерительных датчика, например, прямая система измерения для процесса обработки с высокими требованиями к точности, и косвенная система измерения для быстрых задач позиционирования. Переключение между измерительными системами 1 и 2 происходит через PLC.
Компенсация погрешности измерительной системы
> Компенсация погрешности ходового винта/измерительной системы
Группы режимов работы (ГРР)
Одна группа режимов работы (ГРР) объединяет каналы ЧПУ с осями и шпинделями в один обрабатывающий блок.
Одна ГРР содержит каналы, которые всегда должны работать одновременно в одном режиме работы. Внутри ГРР любая ось может программироваться в любом канале. Одна ГРР может рассматриваться как самостоятельное многоканальное ЧПУ.
Дополнительные ГРР являются опцией.
Функции контроля
Системы управления обеспечивают постоянный контроль за неполадками в ЧПУ, PLC и станке еще до того, как они причинят ущерб заготовке, инструменту или станку. В случае неисправности ход обработки прерывается и приводы останавливаются.
Причина неисправности сохраняется в памяти и индицируется как ошибка (аварийное сообщение). Одновременно PLC сообщает, что возникла ошибка на ЧПУ.
Контроль существует для следующих областей:
- Запись
- Формат
- Датчик перемещения и привод
- Контур
- Позиция
- Останов
- Механический зажим
- Заданное значение частоты вращения
- Действительная скорость
- Сигналы разблокировки
- Напряжение
- Температура
- Микропроцессоры
- Последовательные интерфейсы
- Передача между ЧПУ и PLC
- Напряжение буферной батареи
- Память системы и пользователя
Действия синхронных движений
> Синхронные действия
Многоосевая интерполяция (> 4 интерполируемых осей) (oпция M15)
Количество интерполируемых осей может расширяться и ограничено опциями и машинными данными такими как количество осей разрешенных в канале.
Ограниченная функциональность при экспортной версии: не возможно
Многоканальный дисплей
В области машинной обработки, M клавиша может быть использована для выбора либо одноканального или многоканального дисплея. В многоканальном дисплее отображается только информация канала; канал может быть обработан или иметь влияние на одноканальный дисплей. Переключение фокуса, полосы прокрутки и окна может осуществляться в окне выбора, но не представляется возможным изменить данные канала NC. Одинаковые окна всегда отображаются во всех каналах. Поэтому программные клавиши для переключения окон, всегда влияет на все каналы, которые на дисплее. В многоканальный дисплее отображаются фактическихе значения осей в верхнем окне и активируется меню выбора (Т/F/S значений, кадры программы) в окне внизу, в зависимости от того, какие программные клавиши активизированы.
Многократный установ различных деталей (опция P14)
Несколько идентичных деталей могут быть установлены на рабочем столе. С функцией Многократного установа различных деталей целая программа генерируется из графическогопредставления простых машинных операций. Шаги обработки сортируются в этой программе таким образом что количество применяемых инструментов сводится к минимуму (и тем самым время обработки).
Эта функция позволяет простым и разным деталям установленным на столе быть обработанными в короткое время.
Несколько подач в кадре
С помощью этой функции, в зависимости от внешних цифровых и/или аналоговых входов NC, в одном кадре ЧПУ Вы можете в синхронном движении активировать до 6 различных значений подачи, длительность обработки, а также отвод. Сигналы входа объединяются во входном байте с жестким функциональным упорядочением. Начало отвода происходит внутри IPO-такта на заранее установленное значение. Движение отвода или длительность обработки (например, время выхаживания при шлифовании) приводят к стиранию остатка пути.
Типичные случаи использования наблюдаются при аналоговых или цифровых измерительных щипцах или при переключении с глубинной на рабочую подачу через бесконтактный переключатель. Так, например, при внутренней шлифовке кольца шарикоподшипника, причем действительный диаметр регистрируется через измерительные щипцы, в зависимости от предельного значения активируются необходимые при случае значения подачи для черновой, чистовой обработки или отделочной обточки.
Online ISO диалект интерпретатор
В общем, программы для SINUMERIK управления создаются в соответствии с DIN 66025 и соответствующими расширениями. Подпрограммы создаются в соответствии ISO стандартом то есть G коды от других производителей могут быть прочитаны, отредактированы и выполнены на системе управления SINUMERIK с помощью Online ISO диалект интерпретатора.
Режимы работы
В зоне управления «Станок» можно выбрать один из трех режимов работы:
- JOG
Режим работы JOG предусмотрен для режима ручногоуправления осями и шпинделем, а также для настройки станка. К настройке принадлежат функции: реферирование, обратное позиционирование, движение с помощью маховичка или с заданным инкрементом и переопределение нулевой точки системы управления (Preset/заданные значения установить). - MDA
В режиме работы MDA можно вводить отдельные программные кадры или последовательность кадров и клавишей Старт ЧПУ сразу же ввести их в обработку. Протестированные кадры потом могут быть сохранены в основной программе. - AUTO
В режиме работы AUTO отрабатываются программы обработки детали, после выбора в директории программ или подпрограмм. Отработка производится автоматически (нормальный режим обработки деталей). Параллельно режиму AUTO можно создавать или корректировать другую основную программу.
В режимах работы MDA и AUTO можно изменить ход одной программы с помощью следующих функций «Воздействие на
программу»:
SKP Пропущенный кадр
DRY Пробный ход Подача
ROV Коррекция Ускоренный ход
SBL1 Единичный кадр со стопом после кадров функций станка
SBL2 Единичный кадр со стопом после каждого кадра
SBL3 Останов в цикле (только 802D)
М01 Запрограммированный останов
PRT Программный тест
Языки ситемы управления
Наша система управления говорит на вашем языке! Пользовательский интерфейс системы управления SINUMERIK возможен на различных языках:
Стандартно поддерживаются следующие языки: Английский, Французский, Немецкий, Итальянский, Упрощенный китайский и Испанский.
Оператор имеет возможность переключения между двумя заранее выбранными языками.
Функции маятника (опция M34)
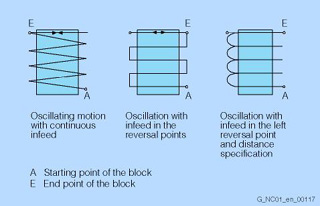
Функции маятника
При этой функции ось качается с запрограммированной подачей между двумя точками возврата; использование,например, в шлифовальных станках.
Асинхронное качание через границы кадра
Активными могут быть несколько качающихся осей. Во время маятниковых движений другие оси могут интерполировать
произвольно. Качающаяся ось может быть входной осью для динамической трансформации или ведущей осью при Gantry-
или связанных осях.
Качание, относящееся к кадру
- Качание с поперечной подачей в обе или только левую или правую точку возврата. Возможна подача на запрограммированный путь перед точкой возврата.
- Возможны ходы выхаживания сразу после качания.
Поведение качающейся оси в точке возврата:
- Смена направления начинаетсяA change of direction is initiated
- без достижения границы точного останова (мягкий поворот)
- после достижения запрограммированной позиции или
- после достижения запрограммированной позиции и окончания длительности обработки.
- Возможны следующие воздействия:
- маятниковое движение и поперечная подача может прерываться за счет стирания остаточного пути.
- изменение точки возврата через программу ЧПУ, PLC, маховичок или клавиши управления курсором.
- влияние скорости подачи качающейся оси через программу ЧПУ, PLC или коррекцию .
- управление маятниковым движением через PLC.
Также шпиндель может выполнять маятниковое движение.
Одновременное движение пары осей (Gantry-оси) (опция M02)
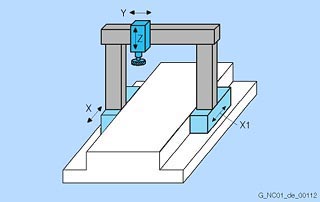
Гентри оси (пара синхронных осей X/X1)
С функцией «Gantry» оси могут одновременно перемещаться тремя механически связанными парами осей без механического сдвига. Действительные значения сравниваются на ходу и мельчайшие отклонения регулируются.
При управлении и программировании оси, определенные в Gantry-соединении, рассматриваются как механическая ось.
Gantry-соединение состоит из одной ведущей и двух синхронных осей. Две ведущие оси могут соединяться через интерполяцию по таблице кривых.
Оценка пути перемещения (опция M53)
> Синхронные действия
С функцией Оценка пути перемещения данные пути могут быть сохранены в энергонезависимой памяти, так что определенные решения могут быть выполнены по отношению к состоянию машины.
На первой стадии следующие данные сохраняются:
- Общий путь для каждой оси
- общее время перемещения для каждой оси
- Количество действий перемещений для каждой оси (стоп - перемещение - стоп)
- Общая сумма рывков для оси
Эти данный хранятся в SRAM памяти и не зависят от включения/выключения питания. Используя внешние утилиты, постоянные данные могут быть архивированы в течении всего срока службы машины. Эти данные также могут быть прочитаны посредством ситемных переменныхв программе обработки и в синхронных действиях.
Путевые сигналы/механизм уставок (опция M07)
-> Быстрые входы/выходы ЧПУ
С помощью путевых сигналов для ПЛК могут устанавливаться сигналы интерфейса, зависимые от позиции. Значения позиции, при которых должны устанавливаться выходные сигналы, а также время предварения и задержки, могут программироваться в
программе по обработке деталей и изменяться через установочные данные. Функция управляется через ПЛК.
Использование, например, при активировании защищенных зон или запуска движений, зависящих от позиции (напр.,гидравлические качающиеся оси при шлифовании).
Коммутационные сигналы выдаются в IPO-такте. Но с помощью функции «Быстрые входы/выходы ЧПУ» они также
могут выдаваться в такте управления положением как переключаемые выходы.
Вывод аналогового значения в зависимости от контурной скорости (опция M37)
С помощью функции «вывод аналогового значения в зависимости от контурной скорости» в такте интерполяции (IPO) может выдаваться актуальная путевая скорость. Это значение может, например, выдаваться через аналоговый модуль SIMATIC DP ET 200. Функция программируется через синхронные действия.
Применение – управление мощностью лазера.
Текстовая индикация переменных пользователя
> Язык высокого уровня ЧПУ
Наряду с предопределенными переменными программист может определять собственные переменные и присваивать им значение.
Переменные индицируются открытым текстом (например, определение: DEF INT NUMBER/индикация: NUMBER определение: DEF REAL DEPTH/индикацияy: DEPTH).
PLC
SIMATIC STEP 7
PLC системы SINUMERIK программируется с помощью удобного для пользователя ПО STEP 7.
ПО программирования STEP 7 базируется на операционной системе Windows и содержит проверенные функции программирования STEP 5 с инновационными доработками. В распоряжении имеются виды отображения AWL(список
указаний), FUP (план действия) и KOP (контактный план).
Переключение происходит через меню Pull-Down (шаг кадра) в STEP 7.
Для структурного программирования в распоряжении находятся следующие блоки:
- Организационные блоки (ОВ)
- Функциональные блоки (FB) и Function Calls (FC) [вызов функции]
- Блоки данных (DB)
Дополнительно в операционной системе могут вызываться интегрированные блоки системных функций (SFB) и системные
функции (SFC).
Пакет ПО STEP 7 (для SIMATIC S7-300), в соответствии со стандартом, находится в распоряжении на программирующих
устройствах SIMATIC (напр., Field PG). Пакет ПО для стандартных промышленных ПК также может поставляться.
Программирование PLC может происходить также и в других языках высокого уровня SIMATIC S7, например, S7-HiGraph, S7-
Graph.
PLC/NCK интерфейс
A number of functions can be executed via the NCK and PLC interface, ensuring excellent machining flexibility. Some of these are:
Через интерфейс PLC и NCK может выполняться большое количество функций, которые гарантируют очень гибкий ход
обработки, например:
- Настройка осей позиционирования
- Выполнение синхронных действий (вспомогательные функции)
- Чтение и запись системных переменных NCK через PLC
- Чтение и запись переменных пользователя NCK через PLC
Основная программа PLC, содержащаяся в Toolbox, организует обмен сигналами и данными между программой пользователя
PLC и зонами NCK, PLC и панелью управления станком.Различают следующие группы сигналов и данных:
- Циклический обмен сигналами:
команды от PLC к NCK (напр., Старт, Стоп и т.д.) и информация статуса NCK (напр., Программа работает). Циклический обмен сигналами выполняется из основной программы в начале цикла PLC (ОВ1). Таким образом, гарантируется, например, что сигналы NCK остаются постоянными в течение одного цикла PLC. - Управляемый по событию обмен сигналами NCK > PLC
Функции PLC, которые должны выполняться в зависимости от программы обработки деталей, инициируются в ней через вспомогательные функции. Если кадр со вспомогательными функциями дошел до исполнения, то от вида этой функции зависит, должен ли NCK обождать с ее выполнением (например, смена инструмента) или же эта функция будет выполняться
параллельно с обработкой детали (например, подготовка инструмента для фрезерных станков с цепным накопителем). Чтобы на обработку ЧПУ было как можно меньше влияний, перенос данных должен происходить по возможности быстро и все же безопасно. Основная программа анализирует сигналы и данные, подтверждает их для NCK и переносит данные в начало цикла на интерфейс пользователя частично в ОВ40 или в другую часть. Если для данных не требуется подтверждение пользователя, то это не влияет на обработку ЧПУ. - Управляемый по событию обмен сигналами PLC > NCK
Всегда, если PLC передает NCK задание (например, перемещение вспомогательной оси), происходит «управляемый по событию обмен сигналами PLC >NCK». Также и здесь выполняется перенос данных с управлением квитирования. Из программы пользователя через FB или FC инициируется подобный обмен сигналами. Принадлежащие FB (функциональные блоки) и FC (Function Calls) передаются вместе из основной программы. - Сообщения
Регистрация и подготовка сообщений пользователя происходит через основную программу. За счет стандартного битового поля сигналы оповещения передаются основной программе. Там эти сигналы обрабатываются и при наступлении события
оповещения вносятся в диагностический буфер PLC.Если есть ОР (например, с PCU 50), то сообщенияпереносятся на ОР и там индицируются.
Программирование PLC с помощью HiGraph
Метод HiGraph применяется для описания технических систем и для перемещений этих описаний в программе PLC.
С его помощью станок или установка может рассматриваться как комбинация самостоятельных функциональных блоков.
Эти функциональные блоки могут составляться из механических и электрических базисных элементов. Метод HiGraph используется в области автоматизации станков и установок, при которых механические движения и временные протекания приоритетны, например, для станков, автоматических линий, конвейерных установок или в транспортной технике.
Метод HiGraph может применяться во время:
- фазе планирования станка или установки
- планирования функций
- фазе разработки, например, механика
- создания программы
- тестовой фазы и вводе в эксплуатацию
- управления автоматизированными станками
- техобслуживания и диагностики
Преимущества метода HiGraph:
- Скорость от проекта до результата
- Короткое тестовое время
- Структурирование за счет символических имен
- Ориентирован на пользователя
- Ориентированное на объект мышление
- Графическое программирование
- Простое обслуживание
- Надежное программное обеспечение
- Быстрая и простая диагностика
- Машинно-ориентированный сервис
PLC Статус PLC
Оболочка пользователя в зоне управления «Диагностика» предлагает Вам возможность проверять или изменять
сигналы статуса PLC.
Тем самым, без программирующего устройства Вы на месте можете:
- проверять сигналы входа и выхода периферии PLC
- проводить ограниченный поиск ошибок
- в целях диагностики контролировать сигналы интерфейса NCK /PLC и PCU/PLC
В частности, на панели управления может индицироваться статус следующих данных:
- сигналы интерфейса от/на станочном пульте,
- сигналы интерфейса NCK/PLC и PCU/MMC/PLC,
- модули данных, меркеры, таймеры, счетчики, входы и выходы.
В целях теста статус вышеперечисленных сигналов может меняться. Возможны комбинации сигналов, одновременно
могут изменяться 10 операндов.
Память пользователя PLC
В память пользователя PLC-CPU вместе с основной программой PLC откладываются программа пользователя PLC и данные пользователя.
Память PLC-CPU разделяется на память загрузки, рабочую и системную память. Память загрузки, как остаточная память, интегрирована как RAM или вставляется как модуль (Memory-Card) и содержит информацию данных, программ и декомпиляции.
Память загрузки и быстрая рабочая память для релевантного программного теста, предоставляют достаточно места для
программ пользователя.
Полярные координаты
С помощью программирования в полярных координатах позиции могут устанавливаться через данные радиуса и угла
относительно определенного центра. Центр может устанавливаться через исходный или размер приращения.
Полиномиальная интерполяция (опция M18)
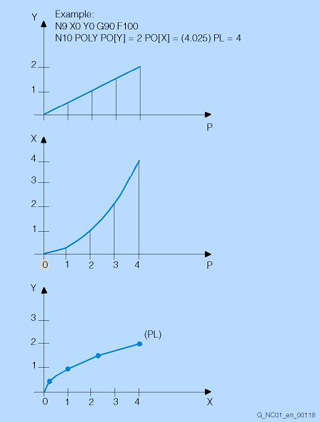
Полиномиальная интерполяция
С помощью этой функции могут интерполироваться кривые, при которой оси ЧПУ соответствуют функции:
f(p) = a0 + a1p + a2p2 + a3p3 + a4p4 + a5p5 (полином, макс. 5 степень)
Коэффициент a0 – конечная точка предыдущего кадра, a1 рассчитывается как конечная точка текущего кадра, a2, a3, a4, и a5 должны рассчитываться внешне и затем программироваться.
При помощи полиномиальной интерполяции могут создаваться самые различные формы кривых, такие как прямые, параболические и экспоненциальные функции.
Но в первом случае полиномиальная интерполяция служит интерфейсом для программирования внешне созданных Spline-кривых. Опционально полиномы 5 степени применимы, если коэффициенты поступают напрямую из системы CAD-CAM .
Предпосылкой для эффективного использования этой полиномиальной интерполяции является, таким образом,
соответствующая система CAD-CAM.
Используется та же коррекция радиуса инструмента, что и при линейной и круговой интерполяции.
Контроль позиции (контроль позиционирования)
Для защиты станка в системах SINUMERIK имеются многочисленные механизмы для контроля осей:
- Контроль движений: контроль контура, контроль позиционирования, контроль состояния покоя, контроль механического зажима, контроль заданных значенийскорости, контроль действительной скорости, контроль датчика.
- Контроль статических ограничений:
контроль конечных выключателей, ограничение рабочей зоны
Контроль позиционирования всегда активируется после «соответствующего заданному значению» окончания кадров движения. Чтобы точно установить, что в течение заданного времени ось достигнет позиции, после окончания одного кадра движения в машинных данных запускается проектируемое время и по его истечении проверяется, была ли превышена ошибка по предельному значению рассогласования (параметр станка). После достижения предопределенной «Границы точного останова», или после выдачи нового заданного значения положения, не равного нулю (например, при позиционировании на «Грубый останов» и завершающей смене кадра), контроль позиционирования отключается и заменяется контролем состояния останова.
Контроль позиционирования действует для линейных и круговых осей, а также для шпинделей, управляемых по положению. В режиме сопровождения контроль позиционирования не активен.
Оси позиционирования/вспомогательные шпиндели (опция B01-B26)
Оси позиционирования могут выполнять движения параллельно обработке и тем самым значительно сокращать вспомогательное время обработки. Особенно выгодно их использование для управления податчиками деталей или инструмента или накопителей инструментов. Программирование может происходить в программе по обработке деталей со специфической для оси подачей. При этом возможны осевые движения за границы кадра. Оси позиционирования могут также управляться через PLC. За счет этого движения оси могут запускаться без дополнительного канала обработки независимо от
программы по обработке деталей.
Вспомогательные шпиндели – это приводы шпинделя, управляемые по скорости, без датчика действительного значения положения, например, для привода инструмента.
Позиционирование осей и шпинделей через синхронные действия
В зависимости от условий (действительные значения других осей, быстрые входы и т.д.) Вы можете позиционировать оси или шпиндели на определенном заданном значении через синхронные действия с помощью специальной подачи или специальной скорости. Синхронные действия выполняются в такте интерполяции, протекают параллельно обработке детали и не связаны с границами кадра ЧПУ.
Эти т.н. команды для оси и для шпиндели могут запускаться в IPO-такте прямо из главной программы. Путь перемещения или точно задается заранее, или рассчитывается из переменных действительного времени (с расширенной арифметикой) в IPO-такте. Шпиндели, в зависимости от входных сигналов, могут асинхронно запускаться, останавливаться или позиционироваться без PLC-обработки.
Preset
С помощью функции «Preset» Вы можете заново определить нулевую точку системы управления в координатной системе станка. Preset-значения действуют на машинные оси. При функции «Preset» расчета осей не происходит. Для действительной в данный момент позиции оси вносится новое значение позиции. После новой установки действительного значения, защищенные зоны и конечный выключатель ПО снова активны только после повторного выхода в ноль.
PROFIBUS Контроль инструмента и процесса (опция M62)
Найти ошибки прежде, чем они возникнут, – под этим лозунгом мы предлагаем Вам с SINUMERIK интегрированный в систему контроль инструмента и процесса. С помощью контроля активной мощности распознаются, например, поломка, износ и отсутствие инструмента. Кроме этого возможны точное распознавание рабочего состояния и оптимизация процесса.
С помощью функции «PROFIBUS Контроль инструмента и процесса» цифровые данные привода: момент вращения, эффективная мощность и фактическое значение тока подготавливаются для обработки прямо через интерфейс PROFIBUS-DP. Могут подключаться 2 PROFIBUS-ведомых.
PROFINET
PROFINET это открытый стандарт промышленного Ethernet для систем автоматизации. PROFINET основан на промышленном Ethernet и использует стандарты TCP/IP и IT .
Две версии возможны:
- PROFINET CBA (Component Based Automation - Автоматизация базовых компонентов) для промышленных сетей заводов,
- PROFINET IO (Input Output Входы Выходы) для управления датчиками и силовыми приводами при использованиии одного или нескольких центральных контроллеров в технологическом производстве.
PROFINET поддерживается в PROFIBUS International и в INTERBUS Club и включен в стандарты IEC 61158 и IEC 61784 с 2003.
PROFINET включает в себя:
- многоуровневую концепцию реального времени,
- простые полевые устройства которые работают со входами выходами напрямую через Ethernet,
- модульный дизайн систем многократного использования
- простую интеграцию существующих PROFIBUS или Interbus систем
PROFINET CBA
PROFINET CBA это автоматическая система для заводов с распределенным децентрализованным управлением. Ключевыми характеристиками этой модели согласно стандарта IEC 61499 являются:
- струтурирование секций завода в точно организованные логические группы и их многократное использование
- ясноопределенный инжинеринг завода
- плавная интеграция существующих систем полевых шин
- связь на основе Ethernet
PROFINET CBA системы всегда включают в себя различные программируемыеконтроллеры (компоненты). Компоненты охватывают все механические, электрические и IT переменные (PLC программа). Каждый индивидуальный компонент создается со своими собственными, определенными производителем оборудования, стандартными программными инструментами. Графический , независимый от поставщика компонентов редактор соединений (iMAP) возможен для осуществления связи индивидуальных компоненов в высокоуровневую систему, то есть для инжинерига всей системы в целом. В этом контексте инжинеринг означает:
- конфигурирование ситемы
- определение обмена данными
- загрузка данных конфигурации в компоненты
Стандартизованный PROFINET Component Description (PCD) файл описания компонентов создается в XML формате для описания компонента. Редактор связи компонентов загружает эти описания и использует их для установления логических соединений между индивидуальными компонентами.
PROFINET компонент всегда состоит из
- одного физического устройства (PDev), с MAC и IP адресом
- одного или нескольких логических устройств (LDev)
- одного ACCO для LDEV
- одноого или нескольких объектов автоматизации реального времени для LDEV (RT-Auto)
Функции ACCO (Active Control Connection Object - Активное управление связи объекта)используются как потребитель и поставщик и являются сердцем коммуникационной системы. Функция RT-Auto обеспечивает технологическую функциональность то есть выполняемость программы.
PROFINET IO
Система PROFINET IO состоит из следующих устройств:
- Контроллер IO есть автоматическая система управления, обычно PLC, CNC, управление роботом или контроллер движения. (Котроллер IO является главным (master) по отношению к PROFIBUS.)
- Устройство IO есть распределенное полевое устройство которое посоединено через PROFINET IO. Оно управляется контроллером IO. Устройство IO может состоять из нескольких модулей или подмодулей. Все данные предназначенные для передачи предписаны к слоту или подслоту с целью адресации. Все это определено в файле описания станции General Station Description (GSD).
станция распределенных входов выходов ET200 или SINAMICS привод являются примерами устройств PROFINET IO. (Устройство IO является подчиненным (slave) по отношению к PROFIBUS.) - Управляющая программа для IO является типичным программным устройством, PC или блок HMI устройство для связи или диагностики. Их функция - инструмент инжинеринга, который используется для параметризации и диагностики индивидуальных устройств IO. (По отношению к PROFINET, они являются class 2 master )
PROFINET IO обеспечивает протокол для следующих функций:
- Циклическая передача данных IO
- Ациклическая передача аварий требующих подтверждения
- Ациклическая передача данных (параметры, детальная диагностическая информация, данные связи, данные I&M)
Отношение использования (AR) формируется между контроллером IO и устройством IO. Вид коммуникации определяет отношение коммуникации, возможности диагностики, передачу потенциально используемых данных. Отношение коммуникации (CR) с различными возможностями определяется для передачи параметров , циклических данных коммуникации и управления авариями основанных на этом AR.
Каналы коммуникации устанавливаются для управления передачей данных между каждым контроллером IO и устройством IO. Возможно формировать более чем одно отношение между различными устройствами.
Изохронное управление приводом может применяться с PROFINET IO и PROFIdrive profile для использования управления движением.
В файле GSD, производитель устройства должен точно описать как функции устройства накладываются на модель PROFINET IO, то есть свойства устройства IO. Язык GSDML (GSD Markup Language), в XML-формате, используется для этих целей. Файл GSD прочитывается и формирует основу для планирования конфигурации системы PROFINET IO.
Предобработка программы (опция M00)
За счет предобработки циклов существенно сокращается время обработки программы ЧПУ. Программы, находящиеся в списке стандартных и циклов пользователей, предварительно обрабатываются с помощью установленного параметра станка при Power On. Прежде всего, в программах с составляющими языка высокого уровня и в программах, требующих больших вычислений (напр., с управляющими структурами, синхронными действиями движений, циклами снятия стружки), сокращение времени обработки может достигать 1/3.
Программируемое ускорение
Функцией «Программируемое ускорение» можно повлиять в программе на осевое ускорение, чтобы ограничить механические колебания в критических отрезках программы.
Ось траектории или позиционирования ускоряется тогда с запрограммированным значением. Установленное в машинных данных значение ускорения может превышать 100%. Ограничение действует в режиме AUTO и во всех видах интерполяции. Как часть интеллектуального ведения перемещения, эта функция также заботится о точной поверхности заготовки.
Язык программирования
Язык программирования основан на DIN 66025. Новые функции высокоуровнего языка УЧПУ также содержат макро определения (совмещенную последовательность инструкций).
Защищенные зоны 2D/3D
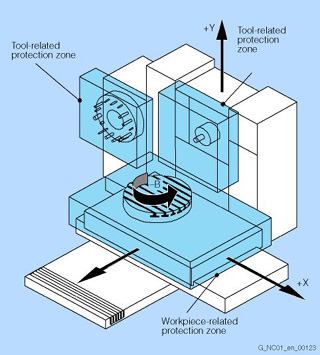
Защищенные зоны
С помощью защищенных зон Вы можете защитить от неверных движений различные элементы станка и его оборудование, а также подлежащую обработке деталь.
Элементами, подлежащими защите, могут быть, например:
- Неподвижные компоненты станка и пристраиваемые устройства (магазин инструментов, качающийся измерительный щуп)
- Подвижные части, принадлежащие инструменту (инструментальный суппорт)
- Подвижные части, принадлежащие детали (стол изделия, прихваты, зажимной патрон шпинделя)
Для защищаемых элементов в управляющей программе или через системные переменные определяются 2- или 3-мерные защищенные зоны.
Эти защищенные зоны могут активироваться и деактивироваться в управляющей программе. Защищенные зоны принципиально подразделяются на инструментальные и детальные. Во время обработки в режимах JOG, MDA или AUTO проверяется, повреждает ли инструмент (или его защищенная зона) защищенную зону детали.
Контроль защищенной зоны происходит относительно канала, т.е. контролируются все активные защищенные зоны на предмет столкновения (защищенные зоны при системном ПО NCU 2/6 осей не относятся к каналу).
В распоряжении имеется макс. 10 защищенных зон и 10 контурных элементов, которые описывают эти зоны (при CCU1, CCU2, NCU 561.2 NCU 571.3: макс. 4 зоны и 4 контурных элемента).
Функции штамповки и высечки (опция M33)
Функции, специфические для штамповки и высечки,реализуются, в основном, через языковые команды, управление ходом и автоматическое разделение пути.
- Языковые команды
Активирование и деактивирование функций штамповки и высечки происходит через простые и наглядные элементы языка высокого уровня: PON, SON, PONS, PDELAYON и т.д. - Управление ходом
С помощью быстрых сигналов, входящих и выходящих в такт управления положением системы через приводную шину, происходит синхронизация между перфоратором и ЧПУ. За счет этого достигаются высокие скорости при большой точности. - Автоматическое разделение пути
Вы можете выбрать, будет ли система управления автоматически делить для Вас путь обработки на отрезки хода (SPP) или количество ходов (SPN). С SPP путь перемещений делится на программируемые, одинаковые по величине отрезки пути действуя модально). SPN делит путь перемещений на программируемое число участки пути (действуя блоками).
Компенсация квадрантных ошибок
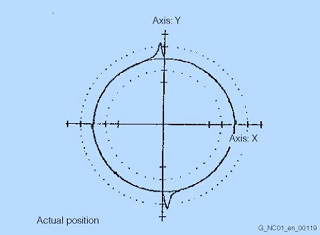
Квадрантные переходы без компенсации
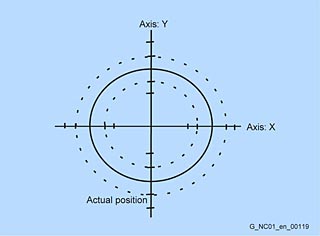
Квадрантные переходы с компенсацией квадрантных ошибок
Компенсация квадрантных ошибок (называемая также «Компенсация трения») при обработке круговых контуров заботится, прежде всего, о значительном повышении точности контура. На квадрантных переходах одна ось движется с максимальной путевой скоростью, в то время как вторая ось стоит. Из-за различных условий трения могут возникнуть ошибки контура. Компенсация квадрантных ошибок надежно корректирует этот неправильный процесс и показывает выдающиеся результаты без контурных ошибок уже в первом проходе обработки.
При компенсации квадрантных ошибок вручную Вы настраиваете интенсивность корректирующего импульса соответственно характеристике в зависимости от ускорения. Эта характеристика определяется и параметрируется при вводе в эксплуатацию с помощью теста формы окружности. При этом тесте формы, с помощью измерительной техники, во время обвода контура окружности регистрируются и графически представляются отклонения действительной позиции от запрограммированного радиуса (особенно на квадрантных переходах).
Реферирование
При использовании одной оси станка в режиме управления программой необходимо точно установить, чтобы действительные значения, предоставляемые измерительной системой, находились в соответствии со значениями координат станка. Движение к референтной точке (конечному выключателю) происходит с постоянной скоростью, установленной для каждой оси отдельно, с помощью клавиш направления в последовательности, свободно определяемой через машинные данные, или автоматически через программную команду G74. При подключении систем линейных измерений с кодированными по расстоянию
контрольными отметками движение базовой точки сокращается, так как нужно двигаться только до следующей контрольной отметки.
Реферирование одной оси с помощью датчиков абсолютного значения происходит автоматически при включении системы
управления (без движения оси), если соответствующие оси опознаются как настроенные.
Repos (возврат на контур)
Following a program interruption in AUTOMATIC mode (e.g., to take a measurement on the workpiece and correct the tool wear values or because of tool breakage), the tool can be retracted from the contour manually after changing to JOG mode.
In this case, the control stores the interruption point coordinates and displays the differential travel of the axes in JOG mode in the actual-value window as a Repos (repositioning) offset.
После прерывания программы в режиме AUTO (например,чтобы выполнить измерение заготовки и откорректировать значение износа инструмента или после поломки инструмента) можно, после переключения в режим работы JOG, отвести инструмент от контура вручную. В этом случае система управления сохраняет координаты места прерывания и индицирует в окне действительных значений разности хода осей, перемещающиеся в режиме JOG, как Repos- (обратное позиционирование) смещение.
Повторный подвод к контуру может происходить:
- вручную в режиме JOG через задействование клавиш оси и направления. Переезд места прерывания невозможен, действует коррекция подачи.
- через программу (относительно кадра прерывания) либо на точке прерывания, точке начала кадра, точке траектории между началом кадра и прерыванием, либо на конечной точке кадра. Учитываются измененные коррекции инструмента. Движения подвода Вы можете программировать как прямую, в четверти круга или в полукруге.
2D-представление 3D-защищенной/рабочей зоны
> Ограничение рабочей зоны; защищенные зоны.
С помощью защищенных зон от ошибочных движений защищаются различные элементы на станке, оборудование, а также деталь. Запрограммированные в трехмерном измерении защищенные зоны индицируются в двухмерной. Это отображение также действительно для запрограммированных ограничений рабочей зоны.
Определение остатка материала (опция P13)
Пределы контура которые не могут быть обработаны больщим инструментом автоматически определяются в цикле обработки карманов (SM) или цикле снятия припуска (ST). Оператор может произвести повторную обработку с помощью меньшего инструмента.
Бесконечная круговая ось
В зависимости от случая использования, рабочая зона круговой оси может быть ограничена за счет программного концевого выключателя (напр., рабочая зона между 0°и 60°) или на соответствующее число оборотов (напр., 1000°), или же выбираться как бесконечная (вращаясь непрерывно в обоих направлениях вращения).
Эта функция также возможна с датчиком абсолютного значения.
Safety Integrated
SINUMERIK Safety Integrated суть интегрированные функции безопасности которые обеспечивают высокоэффективную защиту персонала и оборудования. Они соответствуют требованиям Категории 3 согласно EU стандартам EN 954-1 (EN 13849-1) и уровню SIL2 IEC 61508. Поэтому важные функциональные требования безопасности могут быть выполнены просто и эффективно. Среди прочих, включены следующие функции:
- Функции для безопасного котроля скорости и останова
- Функции для установления безопасных границ рабочего пространства и защитных зон
- Прямое соединение всех сигналов относящихся к безопасности их внутренне логическое соединение.
Safety Integrated (опция M63)
Пакет основных функций SI Basic function package (включая 1ось/шпиндель, до 4 входов/выходов) на одну NCU.
Safety Integrated (опция M64)
Пакет комфортных функций SI Comfort function package(включая 1ось/шпиндель, до 64 входов/выходов) на одну NCU.
Многомерная компенсация провисания (опция M55)
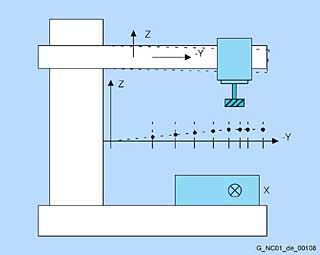
Пример: Компенсация провисания
Такие последствия физических влияний и производственных допусков как провисание или погрешность шага ходового винта могут также многомерно компенсироваться. Таблицы компенсаций переключаются из PLC.
Если координатные и оси компенсации идентичны, то может компенсироваться погрешность шага ходового винта. За счет передачи весовых коэффициентов (через интерфейс PLC) установленные компенсирующие кривые могут быть приспособлены к различным условиям (напр., инструменты).
Существенные особенности интерполяции и компенсации с помощью таблиц:
- Определяемые независимые кривые ошибок, число = 2 раза макс. число осей
- Свободно выбираемые позиции компенсаций, количество можно проектировать (в зависимости от конфигурации памяти пользователя ЧПУ)
- Интерполируемое зачисление значений компенсации
- Весовой коэффициент для компенсации массы инструментов
- Координатные и оси компенсации на выбор
- Выбираемые исходная и компенсируемая оси
Ограниченная функциональность экспортной версии: Корректируемая зона допуска ограничена 1 мм (для стандартной версии: 10 мм).
Касания, для определения смещения нулевой точки
Смещение нулевой точки может определяться через касание с учетом (активного) инструмента и, при необходимости, базового смещения: Вы доводите оси до заготовки, вносите желаемую заданную позицию (напр., «0») и система управления рассчитывает смещения нулевой точки.
Защитное отключение дисплея
При активированном защитном отключении экран и фоновая подсветка панели управления отключаются после установленного времени или с PLC. Тем самым повышается срок службы монитора.
Отдельная контурная подача для скруглений и фасок
Для оптимального решения задач обработки для контурных элементов «Скругление» и «Фаска» можно программировать
отдельную траекторную подачу с помощью FRCM (модально) или с FRC (действует в кадре). Так, за счет сокращения подачи на скруглениях или фасках достигается желаемое геометрически точное отображение.
Серийный ввод в эксплуатацию
Чтобы по возможности просто и комплексно перенести определенную конфигурацию на другие системы управления станков подобного типа, предусмотрено создание так называемых файлов серийного ввода в эксплуатацию. Серийный ввод в эксплуатацию означает, таким образом, приведение нескольких систем управления в нормальное одинаковое состояние. У Вас есть возможность архивировать/ записывать подбор из данных ЧПУ, PLC и PCU для серийного ввода в эксплуатацию. Данные компенсации могут опционально сохраняться одновременно. Данные привода сохраняются как двоичные данные, которые не могут быть изменены.
Серийный ввод в эксплуатацию проводится очень просто и удобно даже без программирующего устройства: Вы создаете файл ввода в эксплуатацию в PCU, сохраняете его на РС-карте в системе управления, вставляете эту РС-карту в следующую
систему управления и запускаете там серийный ввод в эксплуатацию. Серийный ввод в эксплуатацию также может быть произведен через сеть или USB.
Установка действительного значения
Функция «Установка действительного значения» предлагается в качестве альтернативы функции «Предварительная установка». Для использования этой функции система управления должна находится в координатной системе детали WCS. С помощью этой функции координатная система детали устанавливается на определенную действительную координату и результирующее смещение между предшествующим и нововведенным действительным значением рассчитывается в WCS в первом базисном перемещении. Базовые точки сохраняются.
Переключение заданного значения (опция M05)
Функция «Переключение заданного значения» применяется на фрезерных станках со специальными фрезерными головками, при которых, например, мотор шпинделя используется как для привода инструмента, так и для ориентирования фрезерной головки. В этом случае шпиндель и оси фрезерной головки определяются как самостоятельные оси системы управления, но которые все же движутся от одного двигателя.
К одному двигателю можно подключить до 4 осей. Оси, между которыми происходит переключение заданного значения, могут быть подчинены различным каналам или группам режима работы.
Пакет SI axis/spindle, дополнительные 15 осей/шпинделей (oпции C61/C62)
Дополнительные 15 осей/шпинделей SI
SI ось/шпиндель, дополнительная ось/шпиндель (опции C71-C78)
Одна дополнительная ось/шпиндель SI
Симуляция
Режим имитатора поддерживается с помощью автономного программного интерпретатора и собственного окружения
данных симуляции на уровне HMI. Моделирующая программа учитывает полный языковой синтаксис семейства систем управления SINUMERIK включая возможность внедрения на станок специальных опций пользователя через согласование данных с помощью окружения NCK. При необходимости данные симуляции могут согласовываться статически, при помощи окружения NCK (данные инициализации, макросы, данные инструмента, пользователя, рабочие циклы), или динамически, при
изменении данных инструмента или рабочих циклов.
Прорисовка актуальной проработки в реальном времени (oпция P23/P24)
Во время обработки детали путь инструмента прорисовывается на экране в трехстороннем представлении или в виде 3D. Графика детали и орстальные виды соответсвуют грфике симуляции.
Пропущенные кадры
Кадры ЧПУ, которые не должны выполняться при каждомпуске программы, например, при проверке программы, могут пропускаться. Подлежащие пропуску кадры обозначаются знаком «/» перед номером кадра. Указания в пропущенных кадрах не выполняются, программа продолжается ближайшим не пропущенным кадром.
Могут программироваться до 8 уровней пропущенных кадров (/0 до /7). Отдельные уровни пропущенных кадров могут активироваться через блок данных в интерфейсе PLC.
Объёмная компенсация ошибок (опция M57)
Объёмная компенсация ошибок (SEC) есть метод для компенсации ошибок статической позиции точки центра инструмента (TCP). В этом случае эти ошибки позиции могут быть компенсируемы в трех направлениях в пространстве (X,Y и Z)одновременно. Метод основан на измерительных инструментах одновременно записывающих три координаты измеряемой точки , то есть на 3D лазерах. Управление SINUMERIK может использовать результирующую 3D таблицу ошибок для компенсации каждой позиции в реальном масштабе времени.
Функции шпинделя
Режимы работы шпинделя:
- Режим управления (постоянная скорость шпинделя S или постоянная скорость резания G96)
- Маятниковый режим
- Режим позиционирования
- Синхронный режим (синхронный шпиндель)
- Нарезание резьбы/внутренней резьбы
Функции режимов работы шпинделя:
- Число оборотов шпинделя с коррекцией шпинделя
- 5 ступеней редуктора с подачей через
- Управляющую программу (команды М41 до М45)
- Автоматически через запрограммированное число оборотов шпинделя (М40)
- Функциональный модуль PLC FC18
- Ориентированный останов шпинделя (режим позиционирования) с SPOS1)
- Контроль шпинделя с помощью функций:1)
- Ось/шпиндель стоит(n <nмин)
- Шпиндель в заданной зоне
- Макс. скорость шпинделя
- Программируемое нижнее (G25) и верхнее (G26) ограничение скорости шпинделя
- Мин./макс. число оборотов ступени редуктора
- Макс. предельная частота датчика
- Контроль точки назначения при SPOS
- Постоянная скорость резания с функцией G96 (в м/мин или дюйм/мин) на лезвии для плавных схем вращения и улучшенного за счет этого качества поверхности. Управление шпинделем через PLC для качания (в целях легкого включения новой ступени редуктора) и позиционирования.
- Переключение на режим оси:
Для обработок с помощью шпинделя, управляемого по положению (например, обработка торцовой поверхности обтачиваемых деталей), можно режим главного шпинделя через программную команду переключить в режим оси. Для режимов шпинделя и оси возможен общий датчик. Нулевая метка шпинделя одновременно является начальной точкой С-осей, тем самым отпадает необходимость в реферировании С-осей (С-оси синхронизируются на лету). - Нарезание резьбы с постоянным ходом:1):
С G33 Вы можете изготовить следующие виды резьбы: цилиндрическая, коническая или спиральная, одно- или многозаходная, правая или левая резьба. Кроме этого, через цепочку кадров резьбы может изготавливаться цепочка резьб. - Нарезание резьбы с переменным ходом:1)
Начиная с версии ПО 5.3 (SINUMERIK 840D) резьба может программироваться с линейно увеличивающимся (G34) или линейно уменьшающимся (G35) ходом. - Программируемый входной и выходной путь резьбы:
С DITS/DITE (displacement thread start/end) при нарезании резьбы Вы можете запрограммировать траекторную рампу как путь пробега для процесса ускорения/торможения. Тем самым, например, при слишком коротком входе и выходе инструмента на
связку резьб можно приспосабливать ускорение и запускать перекрытие в следующем старте ЧПУ. - Нарезание внутренней резьбы с/без компенсирующей оправки:
При нарезании внутренней резьбы с компенсирующей оправкой (G63) эта оправка поглощает возникающие разности хода между движением шпинделя и осью сверления. Предпосылка для нарезания внутренней резьбы без компенсирующей оправки (G331/G332) – управляемый по положению шпиндель с измерительной системой. Диапазон перемещения оси сверления, таким образом, не сужается. За счет интерполирующего перемещения оси сверления и шпинделя в качестве
круговой оси, резьба точно выполняется на конечной глубине сверления (напр., для резьбы глухих отверстий).
1) Предпосылка: датчик действительного значения положения (измерительная система) с соответствующим разрешением (прямое пристраивание шпинделя).
Ограничение скорости шпинделя
> Функции шпинделя
Сплайн – интерполяция (опция M16/M17)
С помощью «Сплайн-интерполяции» всего лишь из нескольких заданных опорных точек можно создать очень ровный ход кривой. При этом опорные точки связываются через полином. Компрессор на кадровых переходах преобразует линейные кадры (напр., из CAD) в постоянные по скорости (COMPON) или в постоянные по ускорению сплайны (COMPCURV). Возникают мягкие переходы, которые щадят механику станков. За счет близкой установки опорных точек могут программироваться почти четкие края. Кроме того, «Сплайн-интерполяция» дает возможность значительно сократить количество программных кадров.
В производстве форм и инструментов часто имеет большое значение «ровные» поверхности деталей, как оптически, так
и технологически, например, для резиновых уплотнений.
С COMPCAD компрессором, такие "мягкие" кривые могут быть аппроксимированы внутри границ установленных для компрессора (параллельно пути инструмента) и поверхность высокого качества может быть получена в случае больших допусков.
Как при прямой или круговой интерполяции, при «Сплайн-интерполяции» возможна коррекция радиуса инструмента.
Каждый полином может представлять один сплайн. Только алгоритм определяет вид сплайна.
- А-сплайн проходит точно через заданные точки.
- В-сплайн запрограммированные точки служат контрольными для создаваемой кривой. Кривая только прилегает к этим точкам, а не проходит напрямую через них.
- С-сплайн кубический сплайн представляет собой непрерывную кривую проходящую через заданные точки.
Сплайн-интерполяция для 3-х осевой обработки предназначена для упрощенных приложений и для области JobShop.
Контроль состояния покоя
-> Контроль позиции
«Контроль состояния покоя» представляет собой обширные контролирующие механизмы для контроля осей. Происходит контроль того, достигло ли отклонение, обусловленное запаздыванием, предельного значения «Допуск останова» после параметрируемого времени. После окончания процесса позиционирования контроль позиционирования сменяется контролем состояния останова. Происходит контроль того, движется ли ось из своей позиции с допуском состояния останова большим, чем задан в машинном параметре. Контроль состояния покоя всегда активен после протекания «Выдержки времени Контроль
состояния покоя» или после достижения «Точного останова», пока не назначена новая команда перемещения.
При срабатывании контроля появляется аварийное сообщение и соответствующая ось/шпиндельбыстро останавливается с заданным параметром торможением. Контроль состояния покоя действителен для линейных и круговых осей, а также для управляемых по положению шпинделей. В режиме слежения контроль состояния покоя не активен.
Уровни подпрограмм и режимы прерываний
Подпрограммы могут вызываться не только в главной программе, но также в подпрограмме. В целом, в распоряжении имеются максимально 12 программных уровней, включая уровень главной программы. Таким образом, из одной главной программы могут выходить до 11 разложенных вызовов подпрограмм. Если Вы работаете с циклами Siemens, то необходимо 3 уровня. Если один из таких циклов должен вызываться из подпрограммы, то вызов может происходить до 9-го уровня.
Программы, управляемые по событию, могут также вызываться после сброса старта/конца программы по обработке деталей или после запуска системы управления. Тем самым пользователь имеет возможность предпринять основную установку функций или инициализации через команду управляющей программы.
Через системную переменную можно запросить, через какое событие активировалась соответствующая программа.
Число прогонов подпрограмм
Чтобы одна подпрограмма отрабатывалась многократно,можно в кадре с вызовом подпрограммы под адресом Р запрограммировать желаемое количество ее повторений (диапазон значений: 1 … 9999).
Параметры передаются только при вызове программы или в первом прогоне. Для повторений параметры остаются неизменными. Если при повторении программы параметры должны быть изменены, то в подпрограмме могут устанавливаться соответствующие инструкции.
Синхронные действия Ступень 2 (опция M36)
В кадре ЧПУ активными могут быть более 16 синхронных действий. В каждом канале можно программировать до 255
параллельных операций. За счет синхронных действий технологические циклы могут объединяться как программы. Тем самым возможно, например, в одном IPO-такте запускать осевые программы через запрос цифровых входов.
Ограниченная функциональность при экспортной версии: Число одновременно движущихся осей ограничено до 4 (оси
траектории и позиционирования).
Синхронные действия
> Действия, охватывающие все режимы работы
Как пользователь SINUMERIK, Вы уже с основной конфигурацией этих систем управления имеете возможность инициировать синхронно с движениями оси и шпинделя до 16 действий, которые протекают параллельно собственно обработке детали и момент запуска которых может устанавливаться через условия. Таким образом, старт таких действий синхронных движений
(коротко: синхронных действий) не связан с границами кадра ЧПУ.
«Синхронные действия» постоянно выполняются в такте интерполяции – в одном IPO-такте могут даже обрабатываться несколько действий.
Синхронные действия без опознавания достоверности действуют блоками только в режиме AUTO. Синхронные действия с опознаванием достоверности ID действуют модально в последующих запрограммированных кадрах в режиме AUTO. Статически действующие синхронные действия с опознаванием IDS остаются активными во всех режимах работы (см. «Действия, охватывающие все режимы работы»).
С «Синхронными действиями» мы предлагаем Вам эффективный инструмент программирования, чтобы уметь очень быстро реагировать на события в такте интерполяции.
Типичные применения:
- Зависимая от операций сравнения или от внешних сигналов передача вспомогательных функций М и Н на программное обеспечение пользователя ПЛК и выведенные из этого машинные реакции.
- Вызванный входными сигналами, специфический для оси быстрый сброс остатка пути.
- Поддающаяся влиянию внешних сигналов блокировка ввода для кадра ЧПУ.
- Контроль системных величин: скорость, мощность и момент.
- Регулирование величин процесса (скорость, число оборотов, расстояния и т.д.)
Ограниченная функциональность при экспортной версии: Число одновременно активных синхронных действий (SYNFCT) ограничено до одного. Количество одновременно перемещаемых осей ограничено до четырех (путевые и позиционирующие оси).
Синхронные шпиндели/ многогранная токарная обработка
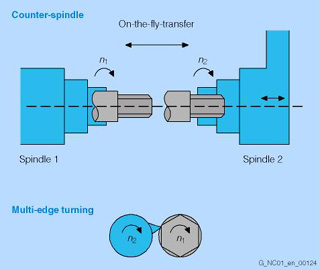
Примеры для синхронных шпинделей/многогранной токарной обработки
Точный по углу синхронный режим одной ведущей и одной или нескольких зависимых осей предлагает, особенно для токарных станков, возможность передачи детали на лету во время хода от шпинделя 1 на шпиндель 2, например, для конечной обработки, избегая вспомогательного времени, обусловленного переключением.
Наряду с синхронностью числа оборотов также задается относительное угловое положение шпинделей друг к другу, например, летучая, ориентированная по положению передача окантованной детали.
Передача на лету:
- n 1 =n2
- Угол 1 = угол 2 или
- Угол 2 = угол 1 + угол
Наконец, заданное значение целочисленного передаточного числа между главным шпинделем и «шпинделем инструмента»
дает предпосылку для многогранной токарная обработка (полигонометрическая токарная обработка).
Многогранная токарная обработка:
n 2 = T · n1
Конфигурация и выбор происходят либо через программу ЧПУ, либо панель управления. Реализуются несколько пар синхронных шпинделей.
Тахограф
Тахограф записывает все действия оператора и ошибки зависания для диагностических целей.
Тангенциальное управление
Изображение вращающейся оси инструмента и матрицы при штамповке/высечки
Тангенциальное управление делает возможным сопровождение круговой оси в направлении касательной двух траекторных осей. Обе ведущие оси и сопровождаемая ось лежат в одном канале.
Применения:
- Касательная установка вращающегося инструмента при высечке/штамповке
- Сопровождение выравнивания заготовки для ленточной пилы
- Установка инструмента для правки на шлифовальный круг
- Касательный подвод проволоки при 5-осевой сварке
- Установка зуборезного долбяка для обработки стекла или детали
Тангенциальное управление действует при каждом виде интерполяции.
На штамповочных и высечных ножницах с вращающимся листовым штампом и принадлежащим нижним инструментом в целях универсального использования инструмента могут применяться следующие функции:
- Тангенциальное управление
TANGON/TANGOF для выравнивания оси вращения листового штампа вертикально к вектору направления запрограммированной траектории - Буксировка
TRAILON/TRAILOF для синхронного поворота верхнего и нижнего инструмента (стойка и матрица)
Нарезание внутренней резьбы с/без компенсирующего патрона
> Функции шпинделя
Температурная компенсация
Из-за влияния тепла происходит расширение деталей станка. Это расширение, кроме прочего, зависит от температуры и теплопроводности частей машины. Действительные позиции отдельных осей, изменяющиеся за счет различных температур, воздействуют отрицательно на точность обрабатываемой детали. Такие изменения действительных значений могут слаживаться с помощью температурной компенсации.
При данной температуре Вы измеряете смещение действительного значения через область позиции оси и получаете кривую ошибок для этого температурного значения. Для каждой оси могут определяться кривые ошибок при разных температурах.
Чтобы при изменениях температуры не компенсировать тепловое расширение постоянно, параметры значения температурной компенсации, базовой позиции и угол наклона прямой должны постоянно заново передаваться через функциональный модуль от ПЛК на ЧПУ. При этом скачкообразные изменения параметров сглаживаются системой управления автоматически, чтобы избежать перегрузки станка и срабатывания функций контроля.
Нарезание резьбы
> Функции шпинделя
Ориентируемый инструментальный суппорт
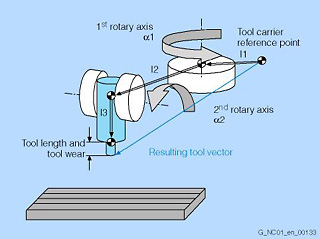
Кинематика тип T
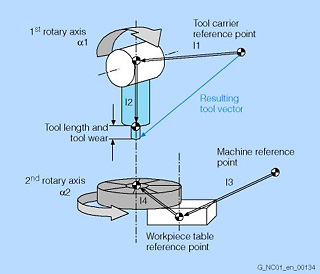
Кинематика тип M
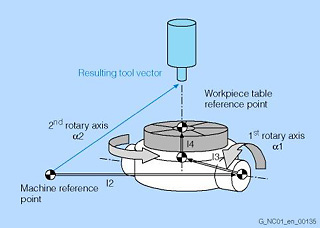
Кинематика тип P
Для станков, которые имеют инструментальный суппорт с неподвижно устанавливаемым ориентируемым инструментом, пользователь систем SINUMERIK может свободно проектировать эти кинематики без использования 5-осевой трансформации. Функциональность «Ориентируемый инструментальный суппорт» делает возможной 21/2-/3D-обработку с неподвижным
пространственным ориентированием инструмента/детали.
Векторы I1-I4 представляют собой геометрические размеры станка. Круговые оси должны двигаться не параллельно декартовым осям, но могут быть наклонены под любым углом (напр., карданная фрезерная головка с 45°-наклоном).
Углы 1 и 2 могут задаваться, а могут быть рассчитаны из активного фрейма и назначены ориентируемому инструментальному суппорту или столу.
Вы можете гибко проектировать следующие кинематики:
- Вращающийся инструмент: тип Т (Tool)
- Вращающийся инструмент/ деталь: тип М (Mixed)
- Вращающаяся деталь: тип Р (Part)
Смена инструмента по Т номеру
В цепных, круговых и плоских магазинах смена инструмента обычно происходит в две стадии. По Т команде позиционируется ячейка магазина и по М команде вставляется инструмент в шпиндель. В револьверных магазинах на токарных станках по Т команде выполняется полный цикл: расположение и замена инструмента. Режим смены инструмента устанавливается использую машинные данные.
Система идентификации инструмента
Siemens Tool Management диалоговые окна для загрузки и разгрузки инструмента предлагают связь с автоматической системой идентификации инструмента. Это позволяет заменять вручную инструмент с автоматическим прочтением и записью кода держателя инструмента.
Во время разгрузки блок данных инструмента сохраняется, во время загрузки блок данных считывается по коду инструмента и вводится для управления инструментом. Со временем, данные инструмента могут быть отредактированы во время выбора из каталога инструментов (данные смещениея и т.д.)
При загрузке данные кодоносителя, на основе редактируемого файла описаний с точно установленными данными инструмента и резца, преобразовываются в диалоговые данные, которые могут считываться управлением инструмента. При разгрузке диалоговые данные через файл описаний снова преобразуются в данные кодоносителя.
Управление инструментом Tool management (опция M50)
Функция «Управление инструментом» в обеспечивает соответствие на станке нужного инструмента нужному месту и инструментальных данных актуальному состоянию. Она используется на станках с револьверным, цепным или плоским магазином. Кроме того, она делает возможной быструю смену инструмента, избегает брака в обработке за счет контроля рабочего времени инструмента, а также простоя станка благодаря учету запасных инструментов.
Существенные функции управления инструментом:
- Выбор инструмента через все магазины и револьверные головки для активного инструмента и запасного инструмента
- Поиск подходящего свободного места в зависимости от размера инструмента и типа места
- Кодирование места, зависимого от инструмента (постоянное и переменное)\
- Запуск смены инструмента командой Т или М
- Движения оси во время смены инструмента с автоматической синхронизацией при следующем D-номере
- Контроль числа изделий и времени простоя с помощью предварительного контроля границ
Отсутствующие инструменты могут догружаться по решению оператора. Инструменты с похожими свойствами износа могут объединяться в группы.
Управление инструментом также учитывает коррекции длин адаптеров, которые прочно монтируются на определенные
места магазинов, и оснащаются различными инструментами.
Коррекции инструмента
Коррекции инструмента
С программированием Т-функции (при 802D: 5-значная целочисленная, при 802S/802С: 2-значная целочисленная) в кадре происходит выбор инструмента. Каждому Т-номеру может быть сообщена соответствующая коррекция инструмента (D-адреса). Количество управляемых системой инструментов устанавливается через проектирование. Один блок коррекции инструмента охватывает 25 параметров, например:
- Тип инструмента
- До 3 коррекций длины
- Коррекция радиуса
- Размер износа для длины и радиуса
- Базовый размер
Износ и базовый размер просчитываются аддитивно к принадлежащей коррекции.
При разработке программы нет необходимости принимать во внимание такие параметры инструмента, как диаметр фрезы,
положение резца и длина инструмента. Программирование размеров детали происходит напрямую, например, соответственно рабочему чертежу. При изготовлении детали траектории инструмента, в зависимости от его геометрии, управляются таким образом, чтобы запрограммированный контур мог изготавливаться любым используемым инструментом.
Данные инструмента раздельно заносятся в таблицу инструментов системы управления и вызывается в программе только нужный инструмент с его данными коррекции. Во время обработки программы система управления «берет» из инструментальных файлов необходимые данные коррекции и автоматически корректирует траекторию различных инструментов.
Коррекции инструмента, специфические для шлифования
> Окружная скорость шлифовальных кругов
Grinding-specific tool offsets are available (minimum wheel radius, maximum speed, maximum surface speed, etc.) for grinding technology. When a cutting edge is created for grinding tools (tool types 400 to 499), these are stored automatically for the tool in question.
Tool types are:
Для технологии шлифования в распоряжении имеются специфические данные коррекции инструмента (минимальный радиус шлифовального круга, максимальное число оборотов, максимальная окружная скорость, …). При закладке резца для шлифовальных инструментов (тип инструмента 400-499) он автоматически закладывается для соответствующего инструмента.
Типы инструмента:
400: периферийный шлифовальный круг
401: периферийный шлифовальный круг с контролем
403: периферийный шлифовальный круг с контролем без базового размера для окружной скорости шлифовальных кругов
410: планшайба
411: планшайба с контролем
413: планшайба с контролем без базового размера для окружной скорости шлифовальных кругов
490-499: инструмент для правки
Командой TMON в управляющей программе ЧПУ, Вы для шлифовальных инструментов (тип 400 до 499) можете активировать контроль геометрии и частоты вращения. Контроль остается активным, пока его не отключат в детальной программе командой TMOF. Контролируется актуальный радиус и актуальная ширина круга. Контроль заданного значения частоты вращения на предельное значение происходит циклически с учетом коррекции шпинделя.
Предельным значением частоты вращения считается наименьшее значение, которое получается при сравнении максимального частоты вращения с числом оборотов, рассчитанным из максимальной окружной скорости шлифовальных кругов и действительного радиуса круга.
Интерполяция ориентации инструмента
> Базовая трансформация
Интерполяция ориентации инструмента дополняет базовую трансформацию: Ориентация инструмента может программироваться в плоскости как интерполяция большой окружности (программная команда ORIPLAN), на плоскости боковой поверхности конуса по или против часовой стрелки (ORICONCW/ORICONCCW) или самостоятельно со свободной подачей ориентирования кривой инструмента (ORICURVE).
Коррекция радиуса инструмента
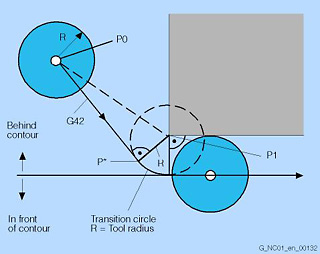
KONT при выборе за контуром
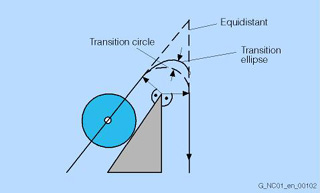
Обвод внешних углов с окружностью/эллипсом перехода
При включенной «Коррекции радиуса инструмента» система управления автоматически вычисляет для различных инструментов соответствующие эквидистантные траектории. Для этого необходимы номер инструмента Т, номер коррекции инструмента D (с номером кромки), направление обработки G41/G42 и соответствующие плоскости обработки от G17 до G19.
Траектория корректируется в запрограммированной плоскости в зависимости от выбранного радиуса инструмента. Вы можете приспособить пути подвода и отвода, например, к желаемой форме контура или к формам заготовки:
- NORM
инструмент движется непосредственно на прямой контура и выравнивается вертикально к касательной к траектории в начальной точке. - KONT
если стартовая точка находится за контуром, то угловая точка Р1 обводит контур. Если стартовая точка лежит перед контуром, то, как и при NORM, нормальное позиционирование начинается в начальной точке Р1.
Точно также в программе по обработке деталей можно выбрать стратегию обвода внешних углов контура:
- Радиусы перехода (окружность или эллипс)
- Точка пересечения эквидистант
Для мягкого подвода и отвода к/от контура, т.е. касательный подвод или отвод независимо от положения исходной точки, в Вашем распоряжении находятся различные виды стратегии: подвод и отвод слева или справа, на прямой, на четверти окружности или полукруге, в пространстве или в плоскости
Система управления автоматически добавляет окружность или прямую в кадр «Коррекции радиуса инструмента», если
точка пересечения с предшествующим кадром невозможна.
Режим коррекции при «Коррекции радиуса инструмента» может прерываться только определенным количеством следующих друг за другом кадров или М-команд, которые в плоскости коррекции не содержат путевых команд или данных траектории.
Это число следующих друг за другом кадров (или М-команд) устанавливается через машинный параметр (стандарт 3, макс. 5).
3D радиус коррекция инструмента (oпция M48)
3D-коррекция радиуса инструмента или коррекция инструмента в пространстве делает возможной обработку наклонных плоскостей. С функцией 3D-коррекции радиуса инструмента возможно окружное фрезерование и торцовое фрезерование с уставкой траектории. Наклонное положение зажима инструмента на станке может вводится и корректироваться. Система управления автоматически рассчитывает результирующие позиции и движения. При этом учитывается радиус цилиндрической фрезы на полюсе зацепления инструмента.
Глубина погружения цилиндрической фрезы может программироваться. Фреза, кроме плоскостей X, Y и Z, может поворачиваться еще на угол предварения или развала, а также на боковой угол.
Типы инструментов
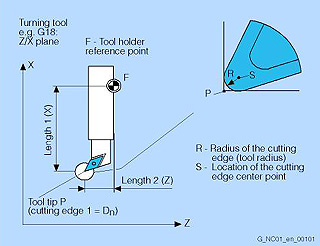
Геометрия токарный резец
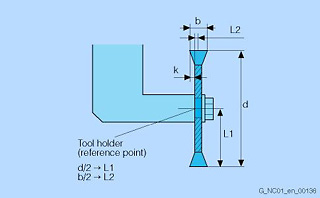
Геометрия пилы для выборки пазов
Тип инструмента определяет, какие геометрические данные необходимы для памяти коррекции инструмента и как они рассчитываются. Записи для соответствующего типа инструмента происходят в инструментальный параметр DP. Эти индивидуальные компоненты система управления вычисляет до результирующей величины (напр., общая длина, общий радиус). Рассчитанный общий размер вступает в действие при активировании памяти коррекции. Расчет этих значений в осях устанавливается через тип инструмента и актуальную плоскость обработки G17, G18 или G19.
Вы можете параметрировать следующие типы инструментов:
Группа 1ху: фрезерные инструменты (от сферической до конической фрезы)
Группа 2ху: сверло (от спирального сверла до развертки)
Группа 4ху: шлифовальные инструменты (от окружного шлифовального диска до инструмента для правки)
Группа 5ху: токарные инструменты (от чернового резца до винтового резца)
Группа 700: пила для выборки пазов
Сохранение всех данных инструмента поддерживается через маски ввода.
Для технологии деревообработки, как тип инструмента, в распоряжении имеется инструмент «Пила для выборки пазов».
Базовая трансформация
С помощью функции «Базовая трансформация» ориентирование инструмента в пространстве при исходном положении осей задается произвольно, а не определяется через Z-направление. За счет этого его можно использовать намного гибче и
универсальнее.
Тем самым, например, можно через ЧПУ управлять машинными кинематиками, при которых ориентирование круговых осей происходит не точно параллельно линейным осям. Используется расширение базовой 5-осевой трансформации до 3- и/или 4-осевой трансформации также для станков только с одной круговой осью (вращающийся инструмент или вращающаяся деталь).
TRANSMIT/Трансформация боковой поверхности
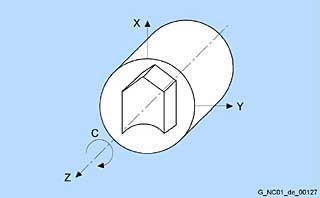
Обработка торца с TRANSMIT
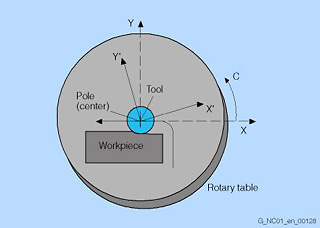
Средняя точка траектории инструмента проходит через полюс
Функция «TRANSMIT» делает возможной фрезерную обработку внешних контуров на обтачиваемой детали, например, квадрат (линейная ось с круговой осью).
Это означает существенное упрощение программирования и улучшение эффективности станка за счет комплексной обработки: обточка и фрезерование на одном станке, не переключая.
Возможна 3D-интерполяция с двумя линейными и одной круговой осью. Обе линейные оси стоят перпендикулярно друг другу, а круговая ось стоит под прямым углом на одной из них.
«TRANSMIT» может одновременно вызываться в нескольких каналах. Выбор и отмена функции возможны с условием перемещения (прямая, спираль, полином и активирование коррекции радиуса инструмента) в программе по обработке деталей или MDA.
При TRANSMIT достигается область полюса трансформации, если центр инструмента может позиционироваться минимум до центра вращения круговой оси, входящей в трансформацию.
TRANSMIT через полюс реализуется различными способами:
- При движении через полюс после достижения центра вращения круговая ось автоматически поворачивается на 180° и затем обрабатывается остаточный кадр.
- При движении вблизи полюса система управления автоматически сокращает подачу и путевое ускорение.
- Если путь содержит в полюсе угол, то скачок позиции в круговой оси перехватывается системой управления через автоматическое внесение кадров.
«Трансформация боковой поверхности» используется на токарных и фрезерных станках. С ее помощью возможна обработка боковой поверхности, например, при обтачиваемых деталях.
С помощью трансформации просто боковой поверхности или боковой поверхности цилиндра TRACYL на боковой поверхности
цилиндрического тела могут изготавливаться произвольно устанавливаемые пазы с или без коррекции стенки паза. Форма пазов программируется относительно развернутой в плоскости боковой поверхности цилиндра.
Наезд на жесткий упор
С помощью этой функции на жесткий упор могут наезжать,например, задние бабки или пиноли, чтобы зажимать заготовки. Давление зажима определяется в основной программе. Возможен наезд на жесткий упор для нескольких осей одновременно и параллельно движению других осей.
Наезд на жесткий упор с контролем усилия (опция M01)
С помощью функции «Расширенный наезд на жесткий упор» могут модально или относительно кадра согласовываться
момент вращения или сила, выполняться перемещение с ограниченным моментом/ограниченной силой (Force Control,
FOC) или в любое время, через синхронные действия, программироваться функции движения.
Область перемещения
Диапазон значений области перемещения зависит от выбранной точности вычисления. При стандартной загрузке машинных данных «Точность вычисления для линейных или угловых позиций» (1000 инкрементов на мм или градус) названные диапазоны значений могут программироваться с таким разрешением (см. таблицу):
|
G70 [[дюйм, град.] |
G71 [мм, град.] |
|
|---|---|---|
|
Линейные оси X, Y, Z,... |
± 399,999.999 |
± 999,999.999 |
|
Круговые оси A, B, C,... |
± 999,999.999 |
± 999,999.999 |
|
Параметры |
± 399,999.999 |
± 999,999.999 |
Если точность вычислений повышается/снижается на коэффициент 10, то диапазон значений изменяется
соответственно. Область перемещения может ограничиваться программным концевым выключателем или рабочей зоной.
Универсальная интерполяция NURBS
Внутрисистемное выполнение движений и путевая интерполяция происходят на базе NURBS (non uniform rational B-Splines). Тем самым для всех интерполяций внутри системы в распоряжении находится единый метод, который может использоваться также для будущих, комплексных задач интерполяции.
Независимо от внутренней структуры в распоряжении имеются следующие форматы ввода: Прямая, круговая, винтовая, эвольвентная интерполяция, сплайн (А, В и С) и полином.
Интерфейс пользователя
Интерфейс пользователя имеет очень ясный и дружественный формат, использующий восемь горизонтальных и восемь вертикальных клавиш. Целевое использование оконных технологий позволяет просто и легко организовать работу на оборудовании.
Интерфейс пользователя разделен на шесть рабочих областей:
- Машина
- Параметры
- Программы
- Сервис
- Диагностика
- Ввод в действие
Таким образом возможно создать любую программу во время обработки другой прогрмма и передать данные на внешний носительв это же время. При смене рабочей области последнее активное окно всегда сохраняется. Сущетсвует также две горячих клавиши для переключения между рабочими областями.
Машинные данные пользователя
Для конфигурации программы пользователя PLC от NCK предоставляются машинные данные. Эти машинные данные
пользователя сохраняются в интерфейсе NCK -PLC при запуске системы управления – еще до запуска PLC. Основная программа PLC считывает эти данные из интерфейса NCK –PLC в фазе своей инициализации. Тем самым могут активироваться определенные конфигурации, используемые ступени станка и опции пользователя.
Переменные и арифметические параметры
Использование переменных вместо постоянных значений позволяет развивать гибкое программирование. Переменные позволяют реагировать на сигналы, например измеряемые значения. Если переменныые используются в качестве установленных значений, то та же программа может использоваться для разной геометрии.
Типы переменных
|
Управление использует 3 класса переменных: |
|
|---|---|
|
Пользовательские переменные |
Имена и тип переменных определяется пользователем,например арифметические параметры |
|
Арифметические парамтры |
Специальные , предопределенные арифметические параметры чей адрес R плюс номер. Тип арифметических переменных REAL. |
|
Системные переменные |
переменные обеспечивают управление которе может происходить в программе (чтение, запись). Системные переменные разрешают допуск к смещениям нулей, коррекциям инструмента, действительным значениям, измеренным значениям, условиям управления и т.д. |
Типы переменных
|
Тип |
Значение |
Диапазон |
|---|---|---|
|
INT |
Целое со знаком (Integer) |
±(231 - 1) |
|
REAL |
Реальное число (дробная часть с десятичной точкой, LONG REAL по IEEE) |
±(10-300 ... 10+300) |
|
BOOL |
Булевское значение: TRUE (1) and FALSE (0) |
1.0 |
|
CHAR |
Знак ASCII определенный кодом |
0 ... 255 |
|
STRING |
Строка, число строк в [...], максимально до 200 знаков |
последовательность значений 0 ... 255 |
|
AXIS |
Имена оси только (адрес оси) |
Любая ось определенная в канале |
|
FRAME |
Геометрические параметры для движения,вращения, масштабирования и зеркальной обработки |
Скорость
Максимальная путевая, осевая, а также скорость шпинделя подвергается влиянию динамики станка, привода и предельной частоты регистрации действительных значений (предельная частота датчика и предельная частота входа). Равнодействующая скорость из запрограммированной длины пути в кадре ЧПУ и такте интерполяции (IPO-такте) всегда ограничивается максимальной скоростью или, при короткой длине пути, сокращается на скорость перемещения в IPO-такте.
Минимальная скорость не может превышать значения 10–3 ед./IPO-такт. Минимальная и максимальная осевая скорости зависят от выбранной точности вычисления. Как правило, максимальная скорость оси ограничивается механикой или предельной частотой датчика. Диапазон значений скорости не ограничивается ЧПУ (макс. 300 м/с).
Ограничение рабочей зоны
-> Смещения нулевой точки
Ограничения рабочей зоны описывают область, в которой может происходить обработка.
Ограничения относятся к базовой системе координат BKS. Контролируется, находится ли кромка инструмента внутри
защищенного рабочего пространства (также с учетом радиуса инструмента). На каждую ось для описания защищенного рабочего пространства возможна одна пара значений (плюс/минус).
Активируемые и настраиваемые через установочные параметры нижние и верхние ограничения рабочей зоны могут быть изменены командами G25/G26. Ограничения рабочей зоны ограничивают область перемещения осей в дополнение к конечным выключателям. В рабочем пространстве станка устанавливаются защитные зоны, которые заблокированы для движений инструмента и защищают от повреждений такие узлы станка, как револьверную головку, измерительные станции и т. п.
Рабочая плоскость
-> Коррекция радиуса инструмента
Через ввод рабочей плоскости, в которой должен изготавливаться нужный контур, одновременно определяются следующие функции:
- плоскость для коррекции радиуса инструмента,
- направление поперечной подачи для коррекции длины инструмента в зависимости от типа инструмента,
- плоскость для круговой интерполяции.The plane for the tool radius compensation.
Вместе с вызовом коррекции траектории инструмента G41/G42 должна вводится рабочая плоскость, чтобы система
управления могла корректировать радиус и длину инструмента.
В исходном положении заданы рабочие плоскости для сверления/фрезерования G17 (X/Y) и для точения G18 (Z/X).
Смещения нулевой точки
> Концепция фреймов
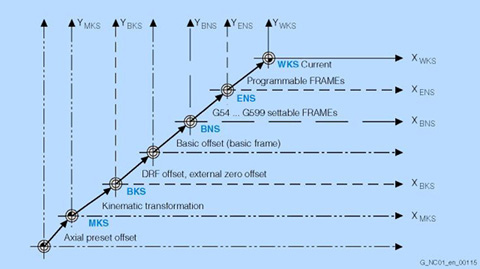
Координатная система
Соответственно DIN 66217 на станках используется правовращательная, прямоугольная (декартова) система координат.
Определены следующие координатные системы:
- Система координат станка MCS Эта система станка образована из всех физически имеющихся осей станка.
- Базовая система координат BKS Эта система состоит из трех декартово объединенных осей (геометрические оси), а также из других осей без геометрической связи (дополнительные оси).
- BKS и MCS всегда совпадают, если ВKS может отображаться на MCS без кинематической трансформации (напр., TRANSMIT/ трансформация торца, 5-осевая трансформация и макс. три машинных оси).
- Базовая система нулевой точки BNS DRF-смещения, внешние смещения нулевой точки и базовые фреймы отображают ВKS на BNS.
- Настраиваемая система нулевой точки ENS Активированное настраиваемое смещение нулевой точки G54…G599 переводит BNS в ENS.
- Система координат детали WCS. За счет программируемого фрейма WCS устанавливает, какая система представляет базу для программирования.
Через смещения нулевой точки Вы трансформируете свою нулевую точку станка для облегчения и упрощения
программирования в нулевой точке детали. Вы можете выбрать между различными смещениями нулевой точки:
- Настраиваемые смещения нулевой точки:
Вы можете задать 100 возможных смещений нулевой точки (G54 … G57, G505 … G599) координаты смещений, углы и коэффициенты масштабирования, чтобы, например, вызывать нулевые точки для различных механизмов или зажимов, охватывая программу. Смещения нулевой точки могут гаситься покадрово. - Программируемые смещения нулевой точки:
С помощью TRANS (замещающая функция, база G54 … G599) или АTRANS (аддитивная функция) могут программироваться смещения нулевой точки. Таким образом, например, при повторяющихся проходах обработки на различных позициях детали Вы можете работать с переменными смещениями нулевой точки. Через G58/G59 прежде запрограммированные смещения нулевой точки аксиально заменяемы. - Внешние смещения нулевой точки:
Относящиеся к оси линейные смещения нулевой точки Вы можете также активировать через программу электроавтоматики PLC (функциональные модули) с подчинением к системной переменной $AA_ETRANS [ось].