
Deprecated: Function eregi() is deprecated in /home/h101150-2/siemens71.ru/docs/new/cat.php on line 184
Приизмерении инструмента установленный инструмент, на токарных станках обычно в револьвере, подводиться к измерительному щупу, который либо установлен по месту, либо с помощью механического устройства отклоняется в рабочее пространство. Автоматически вычисленная геометрия инструмента заносится в соответствующий блок данных коррекции инструмента.
Дляизмерения детали измерительный щуп как инструмент поводится к зажатой детали. Благодаря гибкой структуре циклов измерения можно решить практически все решаемые на токарном или фрезерном станке задачи измерения.
В СЧПУ SINUMERIK реализуется принцип "измерения на лету". Преимуществом этого метода измерения является то, что обработка сигнала зонда происходит непосредственно в ЧПУ.
Параметры и результаты измерения очень наглядно представляются в отдельных окнах, которые могут либо автоматически выключаться при завершении цикла, либо квитироваться при старте ЧПУ.
В результате измерения детали может либо автоматически осуществляться смещение нулевой точки детали, либо износ инструмента может быть откорректирован на фактическую/заданную разницу.
Результаты измерения могут по выбору протоколироваться в файл (PCU 50/PCU 70/MMC 103) или через интерфейс V.24 (PCU 20/MMC 100.2) выводится на принтер или PC/PG. Циклы измерения Siemens предлагают стандартный протокол, который может изменяться пользователем по желанию.
Для регистрации размеров инструмента и детали необходим контактный измерительный щуп, подающий при отклонении постоянный сигнал (не импульс). Измерительный щуп должен срабатывать "без дребезга", при необходимости осуществляется механическая юстировка.
Измерительные щупы, работающие в нескольких направлениях, могут использоваться для всех измерений инструмента и деталей на токарных и фрезерных станках. Двунаправленные измерительные щупы при измерении деталей на фрезерных и обрабатывающих центрах трактуются как монощуп, но не подходят для измерения инструмента.
Измерительные щупы, работающие в одном направлении, могут использоваться на фрезерных станках и обрабатывающих центрах с небольшими ограничениями для измерения деталей, но полностью не подходят для измерения инструмента и для измерения деталей на токарных станках.
Предлагаются:
- Измерительные циклы для токарных станков
- измерение инструмента (калибровка/измерение) для токарного инструмента
- измерение инструмента для фрезерного инструмента и сверл на токарных станках
- калибровка измерительного щупа для деталей
- измерении детали, 1-о точечное
- измерении детали, 2-х точечное
- Измерительные циклы для фрезерных станков и обрабатывающих центров
- измерение инструмента (калибровка/измерение) для фрезерного инструмента
- калибровка измерительного щупа для деталей
- установка детали через измерение одного угла
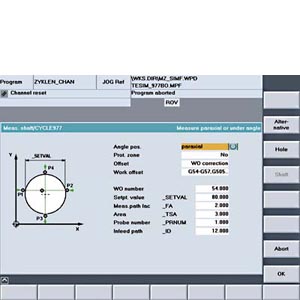
- измерение детали параллельно оси на отверстии/валу/пазу/перемычке/прямоугольнике
- измерение детали на плоскости, 1-о точечное
- измерение детали под любым углом на отверстии/валу/пазу/перемычке
- измерение детали угловое положение (1-/2-угловое измерение)
Благодаря преимуществам функций измерения SINUMERIK:
- возможность подключения 2-х измерительных щупов одновременно
- измерение в пространстве с фреймом
- согласуемые типы измерения с/без стирания остатка пути
- индикация и протоколирование параметров измерения
- результатов измерения
- результаты измерения могут считываться в системе координат станка и детали
- циклическое измерение с синхронными действиями параллельно обработке детали
- измерение в JOG (для фрезерных станков)
обеспечивается точность измерения, сокращается вспомогательное время, исключаются источники ошибок, что значительно способствует дальнейшей автоматизации процесса производства.