

Ускорение с ограничением рывкаЧтобы достичь на станке оптимального характера ускорения при одновременном щадящем режиме для механики, в основной программе командой SOFT можно выбрать непрерывный, ограниченный от рывка контур ускорения. При «Ускорении с ограничением рывка» увеличение/снижение скорости производится по траектории в виде колокола.
Защита доступа
Доступ к программам, данным и функциям ориентирован на пользователя и защищен 8 иерархическими уровнями доступа. Они разделены на
Тем самым, в системах SINUMERIK Вы можете располагать многоуровневой концепцией для управления правами доступа. Уровень защиты 0 обладает самым высоким, а уровень защиты 7 — самым низким правом доступа. Высокий уровень защиты автоматически включает в себя низшие уровни. Права доступа для уровней 0-3 задаются Siemens согласно стандарту (по умолчанию). Введенный пароль переписывает положение переключателя – права доступа для ступеней 4-7 могут изменяться производителем станка или конечным пользователем.
Журнал действийВ «Журнал действий» в целях диагностики протоколируются все действия управления и возникающие аварийные сообщения.
Близкая к детали система действительных значенийПод обозначением «Близкая к детали система действительных значений» понимают функции, которые Вам, как пользователю SINUMERIK, дают возможность:
Advanced Position Control (APC) (опция M13)Собственные частоты станка могут оказать отрицательной воздействие на максимальную скорость станка и свойства поверхностей. Функция Advanced Position Control APC обеспечивает при той же механике повышение коэффициента Kv, улучшение поверхности и тем самым увеличение производительности.
Advanced Surface (опция S07)С помощью функции Advanced Surface осуществляется оптимизация управления движением. Благодаря ей достигается точность контура и отличное качество поверхности при одновременном увеличении скоростей обработки. Благодаря оптимизированному управлению скоростью, Advanced Surface обеспечивает улучшение поверхностей деталей при увеличении их выработки.
Ошибки и сообщения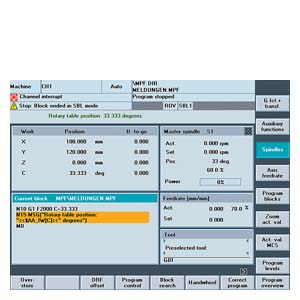
Программирование и отображение текста сообщения • Ошибки и сообщения: Пример 1: N10 G1 F2000 B=33,333
Пример 2:
Пример 3: N100 SETAL (65001) • Ошибки и сообщения от PLC: Спец. для станка ошибки и сообщения могут быть представлены текстом из программы PLC. Сообщения подразделяются на рабочие сообщения и сообщения об ошибках. В то время, как индикация рабочих сообщений сразу же исчезает с исчезновением условия, их вызвавшего, сообщения об ошибках всегда требуют квитирования. Спец. номера ошибок пользователя могут присваиваться в диапазоне от 40000 до 89999 для общих, спец. для канала, спец. для осей и шпинделей ошибок и сообщений пользователя. Реакция УЧПУ на ошибки или сообщения может проектироваться. Спроектированные тексты ошибок и сообщений сохраняются в спец. тестовых файлах пользователя. • Спец. обработка ошибок:
Управление аналоговым значениемС помощью системной переменной $A_OUTA(n) значения от макс. восьми аналоговых выходов могут задаваться в программе обработки детали напрямую. Вывод выполняется через аналоговый модуль SIMATIC DP ET 200. Перед выводом на аппаратное обеспечение, заданное с NCK значение может быть изменено с PLC. Запись на аппаратные выходы выполняется в такте интерполяции.
Асинхронные подпрограммы→ Обработчики прерываний с быстрым отводом от контура
Вывод вспомогательной функцииС помощью вывода вспомогательных функций PLC своевременно сообщается, когда программа обработки деталей хочет запустить определенные манипуляции по переключению станка через PLC. Это осуществляется посредством передачи соответствующих вспомогательных функций с их параметрами на интерфейс PLC. Обработка переданных значений и сигналов должна осуществляться через программу электроавтоматики. Следующие вспомогательные функции могут передаваться на PLC:
Буксировка осейПри движении определенной ведущей оси согласованные с ней буксируемые оси (ведомые оси) проходят с учетом коэффициента связи производные от ведущей оси пути перемещения (соединение по заданному значению). Ведущая ось и ведомые оси образуют структуру буксировок. Определение и активация структуры буксировок осуществляются одновременно с помощью действующей модально команды TRAILON. Структура буксировок может состоять из любых комбинаций линейных круговых осей. С одной буксируемой осью может быть одновременно согласовано до двух ведущих осей (в различных структурах буксировок). В качестве ведущей оси может быть определена и симулированная ось. В этом случае реальная ось перемещается с учетом коэффициента связи. Другой задачей, реализуемой с помощью буксировки осей, является двухсторонняя обработка деталей с двумя структурами буксировок.
Оси/шпиндели (опция A01-A26)→ Функции шпинделя
Оси ОсиОсиИнтерполирующие траекторные оси
Осевое соединение в системе координат станка MCS (опция M23)
Осевое соединение в системе координат станка необходимо для возможности использования соединений осей, реализованных в базовой кинематической системе, и для трансформаций. Выполняется 1:1-соединение в системе координат станка. У станков с перемещаемыми независимо друг от друга обрабатывающими головками, для которых должна быть активирована трансформация, оси ориентации не могут соединяться с помощью стандартных типов соединения (COUPON, TRAILON). Участвующие в соединении оси определяются через осевые машинные данные, которые актуализируются с RESET. Тем самым существует возможность переопределения пар осей при работе и их включение или выключение через языковые команды ЧПУ. Вывод данных осей через Profibus ADAS (опция N07)Загружаемый компилируемый цикл позволяет выводить данные осей и шпинделей на специальный модуль Profibus Slave.
Ограничение осей с PLCЗащищенные области Предварительная активация защищенных областей с указанием смещения позиции программируется в программе обработки детали. Через интерфейс PLC предварительно активированные защищенные области могут быть активированы через программу электроавтоматики. Благодаря этому, к примеру, перед поворотом измерительного щупа инструмента в рабочую область активируется соответствующая защищенная область и тем самым контролируется, находится ли инструмент или деталь в зоне поворачиваемого компонента. Переход оси/шпинделяОсь/шпиндель через машинные данные постоянно согласуется с определенным каналом. С помощью перехода оси/шпинделя можно разрешить ось/шпиндель (RELEASE) и согласовать ее с другим каналом (GET), т.е. выполнить переход оси/шпинделя. Затронутые оси/шпиндели определяются через машинные данные.
Компенсация люфта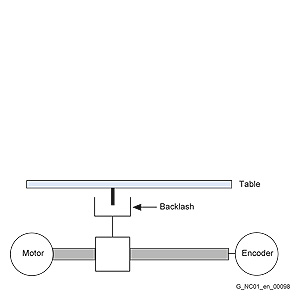
Положительный люфт (обычный случай) При передаче усилия между подвижной деталью станка и ее приводом (к примеру, шариковинтовой парой), как правило, возникают небольшие люфты , т.к. следствием полностью беззазорной установки механики был бы слишком высокий износ станка. У осей/шпинделей с косвенными измерительными системами механический люфт приводит к ошибочным значениям пути перемещения. К примеру, при реверсировании ось движется больше или меньше в зависимости от значения люфта. Если имеется 2-ая измерительная система, то для каждой измерительной системы необходимо ввести соответствующий обратный люфт. Компенсация люфта всегда активна во всех режимах работы после реферирования. Поиск кадра Для тестирования программ обработки деталей или после отмены обработки, через функцию "Поиск кадра" можно выбрать любое место в программе обработки детали, с которого должна быть запущена или продолжена обработка. Возможен и каскадированный поиск кадра. Цель поиска может быть определена через: Движение “от точки к точке” в декартовой системе координат (PTP)Для задач манипуляторов и роботов требуется два типа движений: либо в декартовой системе координат (Continuous Path CP), либо как движение "от точки к точке" (Point-to-Point PTP). С PTP заданная точка может быть достигнута по кратчайшему пути с включенной (!) трансформацией TRAORI. PTP создает линейную интерполяцию в осевом пространстве осей станка. С перешлифовкой от движения PTP к движению CP можно оптимально по времени переключиться с быстрой подачи на монтажное или позиционирующее движение.
Окружность через центр и конечную точкуКруговая интерполяция вызывает движение инструмента по круговой траектории по часовой стрелке или против Во многих случая размеры на чертеже проставлены таким образом, что для определения круговой траектории проще запрограммировать радиус. При дуге окружности больше 180 градусов к данным радиуса добавляется отрицательный знак. Окружность через промежуточную и конечную точкуЕсли необходимо запрограммировать окружность, расположенную не в параллельной оси плоскости, а под углом в пространстве, то вместо центра окружности для программирования можно использовать промежуточную точку. Для программирования окружности необходимы три точки: начальная, промежуточная и конечная точки.
Контроль зажима→ Контроль позиционирования, контроль состояния покоя Если после завершения процесса позиционирования ось должна быть зажата, то с помощью интерфейсного сигнала PLC "Идет процесс зажима" можно активировать контроль зажима. Это может потребоваться, т.к. в процессе зажима ось может быть выдавлена из заданной позиции больше, чем разрешено допуском состояния покоя. Отклонение от заданной позиции устанавливается через машинные данные. „Контроль зажима" заменяет в процессе зажима контроль состояния покоя и действует как для линейных и круговых осей, так и для управляемых по положению шпинделей. В режиме слежения контроль зажима не активен. Реакции при срабатывании контроля идентичны таковым при контроле состояния покоя. Регулировка дистанции 1D в такте IPOС помощью регулировки дистанции 1D в такте IPO, можно обрабатывать, к примеру, сигналы датчика через быстрый аналоговый вход. С помощью регулировки дистанции 1D в такте IPO через синхронное действие можно учесть смещение позиции $AA_OFF для оси.
Регулировка дистанции 1D/3D в такте управления положением (опция M40)Регулировка дистанции 1D/3D в такте управления положением (вкл. в такте IPO) управляет тремя осями станка и одной Gantry-осью и обеспечивает автоматическое поддержание постоянной требуемой для обработки по технологии дистанции.
Сообщения программы ЧПУ→ Ошибки и сообщения
Память пользователя ЧПУВсе программы и данные, к примеру, программы обработки детали, подпрограммы, комментарии, коррекции инструментов, смещения нулевой точки/фреймы, а также данные пользователя каналов и программ, могут быть сохранены в общей памяти пользователя ЧПУ. Память пользователя ЧПУ имеет аварийное питание от батарей.
Компенсация механического принудительного соединения, AXCO(опция 6FC5800-0AM81-0YB0)Загружаемый компилируемый цикл позволяет компенсировать движение оси, возникающее из-за механического соединения оси на ведомой оси таким образом, что ось, несмотря на соединение, механически останется в состоянии покоя. Для этого двигатель соединенной оси вращается с установленным отношением.
Последовательная связь трансформаций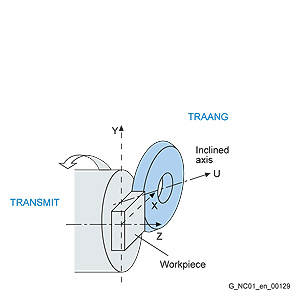
Шлифование контура TRANSMIT с наклонной осью С помощью команды TRACON, могут быть объединены два преобразования: TRAANG (наклонная ось), как базовые преобразование, может быть связана с TRAORI (5-осевая трансформация), TRANSMIT (торцевая обработка детали точения) или TRACYL (преобразование поверхности цилиндра). Использование:
Повторная установка на контур (Retrace Support) (опция M24)Для способа обработки резаньем 2D с плоской платформой, к примеру, лазерной, кислородной или водоструйной резки, оператор станка после прерывания обработки без точного знания программы обработки детали может вернуться к выбранной исключительно визуально точке повторной установки на детали, чтобы с нее продолжить обработку детали. Из нее создается новая программа обработки детали для обратного хода. Повторная установка используется, к примеру, тогда, когда оператор станка замечает отказ или прерывание только через несколько кадров после самого прерывания.
Continuous Dressing (параллельная правка)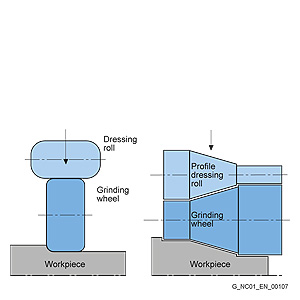
Параллельная правка С помощью этой функции правка формы шлифовального круга может выполняться параллельно процессу обработки. Возникающая из-за правки коррекция шлифовального круга сразу же начинает действовать как коррекция длины.
Режим управления траекторией с программируемым интервалом перешлифовки
Режим управления траекторией с программируемым интервалом перешлифовки Целью режима управления траекторией является недопущение сильного торможения на границах кадра и переход в следующий кадр на тангенциальных переходах по возможности с неизменной скоростью движения по траектории. Т.к. остановки на границах кадра не происходит, на детали не остаются следы свободного резания. На не тангенциальных переходах при выбранном режиме управления траекторией (G64) происходит снижение скорости и зашлифовка углов контура. С G641 ADIS=... можно запрограммировать мягкий переход контура без скачка ускорения.
Программирование линии контураДля быстрого ввода простых контуров предлагается "Программирование линии контура". Можно очень легко и наглядно программировать 1-, 2- или 3-точечные линии с фаской или закруглением в качестве переходных элементов с поддержкой вспомогательных изображений в редакторе через указание декартовых координат и/или углов.
Контурный маховик (опция M08)→ Интерполяция подачи После активации функции "контурный маховик", маховик воздействует в режимах работы АВТО и MDA как задающее скорость устройство на все запрограммированные движения перемещения траекторных и синхронных осей. Заданная через программу ЧПУ подача более не действует, запрограммированный профиль скорости более недействителен. Подача в мм/мин получается из импульсов маховика на основе нормирования импульсов (машинные данные) и активного инкремента. Направление вращения маховика определяет направление перемещения:
Контроль контура→ Наезд на жесткий упор В качестве меры для точности контура контролируется погрешность запаздывания в пределах определяемого диапазона допуска. Недопустимо высокая погрешность запаздывания может быть следствием, к примеру, перегрузки привода. При ошибке оси/шпиндели останавливаются. Если канал прерван или в состоянии Reset, то контроль контура не выполняется. И при функции "Наезд на жесткий упор" контроль контура отключен. Контроль контура через туннельную функцию (опция M52)С помощью "Контроль контура через туннельную функцию" при 5-осевой обработке или обработке сложных деталей можно контролировать абсолютное движение острия инструмента в пространстве. С помощью этого обеспечивается оптимальная защита дорогостоящих деталей. При этом запрограммированная траектория помещается в круглый туннель (рукав допуска) с задаваемым диаметром.
Менеджмент устройств управленияМодуль "Тонкий клиент" (TCU) для децентрализованной конструкции обеспечивает пространственное разделение панелей оператора SINUMERIK OP (TP) и SINUMERIK PCU, а также подключение макс. четырех панелей оператора с одним TCU каждая к одному PCU. Для этого интерфейс управления копируется с PCU 50.3 на несколько OP с одним TCU каждый. Преимущества:
Интерполяция кривошипом „CRIP“ (опция)Интерполяция кривошипом обеспечивает простое программирование и обработку гнезд шатунных подшипников на коленчатом валу. Функция может использоваться в нескольких каналах, поэтому возможна одновременная обработка одной детали несколькими шлифовальными устройствами. Функция рассчитывает компенсационное движение шлифовального круга к вращающейся поверхности детали. Шатунная шейка программируется как при обычном круглом шлифовании как радиальное расстояние X между деталью и шлифовальным кругом.
Охватывающие все режимы работы операции (опция M43)→ Обработчики прерываний с быстрым отводом от контура С помощью асинхронных подпрограмм (ASUP) мгновенная реакция на события с более высоким приоритетом возможна не только при обработке программы, но и во всех режимах работы и состояниях программы. Т.е. при соответствующем прерывании можно запустить ASUP и в ручных режимах работы. С помощью ASUP можно, к примеру, при опасности столкновения отвести шлифовальный круг на безопасную позицию. С помощью этой опции разрешаются и статические синхронные действия, активные во всех режимах работы. Защита циклов (OEM) (опция P54)С помощью защиты циклов, циклы могут быть закодированы и после защищенными помещены в УЧПУ. Обработка в ЧПУ возможна без ограничений, но любой просмотр цикла заблокирован. Тем самым защищаются внутренние ноу-хау. Но цикл может быть скопирован в закодированной форме. Тем самым его можно использовать и на других станках. Если это тоже нежелательно, то цикл через программно-техническое расширение может быть жестко привязан к аппаратному обеспечению ЧПУ. Поддержка циклов→ SINUMERIK Operate Runtime-лицензия OA Easy Screen Технологические циклы для сверления, фрезерования и токарной обработки и измерительные циклы поддерживаются масками циклов. Для программирования линий контура предлагаются такие же структуры ввода. Пользователь в "Расширить интерфейс управления" или „Easy Screen“ может определять собственные программные клавиши, поля ввода и структуры.
Обмен данными между каналами обработки→ Высокоуровневый язык программирования ЧПУ При функции "Координация программ" для обмена данными между программами могут использоваться общие для каналов переменные (спец. для NCK глобальные переменные). Само программное сообщение выполняется раздельно для каждого канала.
Диагностические функцииВ УЧПУ интегрированы как программа самодиагностики, так и средства тестирования для сервиса. На
Выходные, входные сигналы и меркеры могут устанавливаться для тестирования. Все ошибки и сообщения отображаются на пульте оператора открытым текстом с соответствующим критерием удаления раздельно по ошибкам и сообщениям. Через меню "Сервисная индикация" можно запросить важную информацию по осевыми и шпиндельным приводам, к примеру:
Метрическое/дюймовое указание размеровВ зависимости от указания размеров на рабочем чертеже, можно программировать относящиеся к детали геометрические данные по выбору в метрических (G71) или дюймовых (G70) размерах. Независимо от программируемых данных размеров, УЧПУ устанавливается на основную систему. Следующие геометрические данные могут быть введены напрямую и пересчитаны УЧПУ в не установленную систему единиц (примеры):
С расширением программирования G700/G710 и все подачи интерпретируются в запрограммированной системе единиц (дюймов/мин или мм/мин). Кроме этого, в области управления "Станок" с помощью программной клавиши можно переключаться между дюймовым или метрическим указанием размеров.
Функции отображения информации на дисплееНа дисплей пульта оператора может выводиться любая актуальная информация, к примеру:
Важные рабочие состояния отображаются текстом, к примеру:
Трансформация DOPPELTRANSMIT, 2TRA (опция M25)Функция обеспечивает обработку на торцовой или боковой поверхности с помощью вращающегося инструмента, который благодаря соответствующему поворотному движению и компенсационному движению в X всегда остается в положении вертикально к контуру. 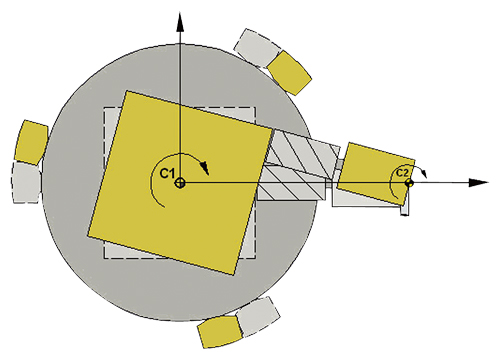
Трансформация, Doppeltransmit
Смещение DRF (функция дифференциального преобразования координат)→ Наложение маховика Функция дифференциального преобразования координат создает дополнительное инкрементальное смещение нулевой точки в АВТОМАТИЧЕСКОМ режиме через электронный маховик. С помощью этой функции можно, к примеру, исправлять износ инструмента внутри запрограммированного кадра.
Динамический буфер предварительной обработки (FIFO)Кадры перемещения перед выполнением подготавливаются и помещаются в буфер предварительной обработки с параметрируемым размером (FIFO = first in/first out). На участках обработки с высокой скоростью и короткими путями возможно выполнение из этого буфера предварительной обработки с очень быстрым чередованием кадров. Буфер предварительной обработки постоянно догружается при обработке. С помощью команды STARTFIFO выполнение кадра может быть остановлено до заполнения буфера предварительной обработки или программирования STOPFIFO (начало быстрого участка обработки) или STOPRE (остановка предварительной обработки).
Easy Screen (опция P64)→ SINUMERIK Operate Runtime-лицензия OA Easy Screen
Электронный редуктор (опция M22)С помощью "Электронного редуктора" возможно высокоточное кинематическое соединение осей с программируемым передаточным числом. Соединение может быть рассчитано и выбрано для любых осей ЧПУ через программу или пульт оператора. Связи между ведущей осью и ведомой осью могут быть определены для каждой ведущей оси через постоянное передаточное число числитель/знаменатель или через таблицу кривых как линейное или не линейное соединение. Ведомая ось, в свою очередь, может быть ведущей осью для другой структуры редуктора (каскадирование). В качестве ведущих и ведомых осей могут использоваться как реальные, так и симулированные линейные или круговые оси. Входными главными значениями могут быть сгенерированные интерполятором заданные значения (соединение по заданному значению) или предоставленные измерительной системой фактические значения (соединение по фактическому значению). С помощью электронного редуктора с нелинейным соединением, наряду с изготовлением сферических поверхностей зубьев при обработке шестерни, возможна, к примеру, и компенсация нелинейных свойств процесса.
Электронные маховикиС помощью электронных маховиков возможно синхронное перемещение выбранных осей в ручном режиме. Деления маховичков нормируются через нормирование размера шага. При выбранном смещении или вращении координат, возможно ручное перемещение и в трансформированной системе координат детали. Макс. входная частота входов маховика составляет 100 кГц. Третий маховичок может использоваться дополнительно как контурный маховик. С помощью функции "контурный маховик", маховик может использоваться как на обычных токарных станках (сфера применения, к примеру, для ShopTurn), так и при шлифовании для перемещения на контуре.
Электронный перенос (опция M35)→ Путевые сигналы/механизм уставок → Полиномиальная интерполяция → Соединение по главному значению и интерполяция таблиц кривых → Охватывающие все режимы работы операции → IПодключение периферии через PROFIBUS DP → Синхронные действия ступень 2 → Пары осей синхронного хода (Gantry-оси) В прессах со ступенчатыми инструментами, а также в прессах для трансферного прессования крупноразмерных деталей, современная система переноса обеспечивает транспортировку деталей, при этом позиционирующие приводы управляются синхронно с главным движением пресса. С помощью опции „Электронный перенос“ процессы движения систем переноса (к примеру, передаточных направляющих, вакуумных захватов) могут управляться в зависимости от главного значения, соответствующего позиции штока пресса. Опция „Электронный перенос“ содержит опции „Путевые сигналы/механизм уставок“, „Полиномиальная интерполяция“, „Соединение по главному значению и интерполяция таблиц кривых“, „Охватывающие все режимы работы операции“, „Подключение периферии через PROFIBUS DP“, „Синхронные действия ступень 2“, а также две „Пары осей синхронного хода (Gantry-оси)“. Комбинация этих отдельных опций позволяет удовлетворить любые требования, предъявляемые к высоко динамичному управлению переносом с точным позиционированием. При использовании опции "Электронный перенос" функции "Шпиндель" и "Коррекция инструмента" не должны быть активированы. Ограниченная функциональность вариантов УЧПУ Export: Число одновременно движущихся осей ограничено четырьмя.
Электронный перенос CP (опция M76)→ Путевые сигналы/механизм уставок, → Полиномиальная интерполяция, → Базовые соединения,→ Cross-mode actions, → I/O interfacing via PROFIBUS DP, → Synchronized actions stage 2, В прессах со ступенчатыми инструментами, а также в прессах для трансферного прессования крупноразмерных деталей, современная система передачи обеспечивает транспортировку деталей, при этом позиционирующие приводы управляются синхронно с главным движением пресса. С помощью опции „Электронный перенос CP“ процессы движения систем переноса (к примеру, передаточных направляющих, вакуумных захватов) могут управляться в зависимости от главного значения, соответствующего позиции штока пресса. Опция „Электронный перенос CP“ содержит опции:
Комбинация этих отдельных опций позволяет удовлетворить любые требования, предъявляемые к высокодинамичному управлению переносом с точным позиционированием.
Электронное весовое уравновешивание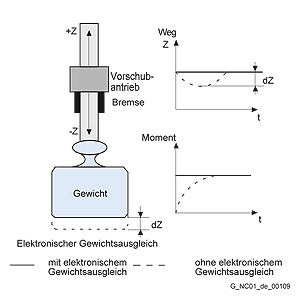
Электронное весовое уравновешивание У осей с весовой нагрузкой без механического или гидравлического весового уравновешивания, висячая ось нежелательно проседает после отпускания тормоза и подключения разрешения регулятора. Это проседание (dZ) оси может быть компенсировано через электронное весовое уравновешивание. После отпускания тормоза, присутствующий постоянный уравновешивающий момент удерживает позицию висячей оси. Процесс: 1. Тормоз удерживает ось Z Обработка внутренних величин привода (опция M41)С помощью обработки внутренних величин привода, в зависимости от одной измеренной переменной процесса (к примеру, ток шпинделя), можно управлять второй переменной процесса (к примеру, спец. для траектории или оси подача) (адаптивное управление).
переменные реального времени могут обрабатываться в качестве внутренних величин привода: $AA_LOAD нагрузка привода в % $AA_POWER активная мощность привода в Вт $AA_TORQUE заданное значение моментов привода в Нм $AA_CURR фактическое значение тока оси/шпинделя в A
Расширенный останов и отвод (включая генераторный режим) (опция M60)Из плоскости обработки выполняется отвод на безопасную позицию без столкновений между инструментом и деталью. Наряду с автономным для привода остановом и отводом, предлагается функциональность "Управляемый ЧПУ останов и отвод". Для щадящего интерполяционного отвода на траектории или контуру, обработка траекторной интерполяции может быть продолжена после запускающего события через задаваемый промежуток времени. Оси отвода после перемещаются синхронно по времени на запрограммированную абсолютно или инкрементально позицию. Эти функции в первую очередь используются в технологиях "Нарезание зубьев" и "Шлифование".
Fast-IPO-Link (опция M12)Фасонные обработки для общих контуров детали могут выполняться с полиномиальной интерполяцией или, при синуидальных данных, с соединением по главному значению и интерполяцией таблиц кривых. Для очень быстрых фасонных обработок, с помощью Fast-IPO-Link фасонная задача (к примеру, движение оси X) может быть перенесена на отдельный NCU с быстрым тактированием. Тем самым могут быть достигнуты скорости выше 3000 мин-1 для синуидальных движений.
ПредуправлениеС помощью предуправления осевые погрешности запаздывания могут быть снижены практически до нуля. Поэтому предуправление также называют "компенсация погрешности запаздывания". Эта погрешность запаздывания приводит, особенно в процессах ускорения на изгибах контура, к примеру, окружностях и углах, к не желаемым, зависимым от скорости погрешностям контура.
Интерполяция подачи (ход подачи)→ Полиномиальная интерполяция 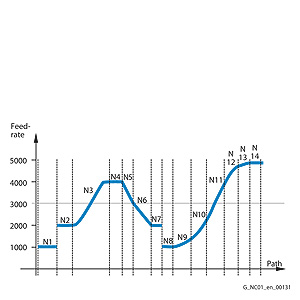
Пример программирования интерполяции подачи N1 постоянный профиль подачи F1000: FNORM По DIN 66025 с адресом F постоянная подача может быть задана через кадр программы обработки детали. Для гибкой задачи хода подачи с помощью этой функции в программирование по DIN 66025 добавляются линейные и кубические формы по ходу траектории. Кубические формы могут программироваться напрямую или как интерполирующий сплайн. Благодаря этому, в зависимости от изгиба обрабатываемой детали, постоянно могут программироваться ровные эпюры скоростей, которые, в свою очередь, обеспечивают изменения ускорения без рывков и тем самым способствуют изготовлению более равномерных поверхностей детали. Могут быть запрограммированы следующие профили подачи:
Процентовка подачиНа запрограммированную скорость через станочный пульт или с PLC накладывается актуальная установка скорости (0 % до 200 %). Для поддержания точной скорости резания на контуре, расчет подачи относится к рабочей точке или конечной точке инструмента. Скорость подачи дополнительно может быть исправлена в программе обработки через программируемый процентный коэффициент (1 % до 200 %). На управление накладывается (умножение) установка на станочном пульте. Установка скорости с PLC задается спец. для оси.
Режим слеженияВ режиме слежения ось/шпиндель может перемещаться внешним устройством, при этом фактическое значение продолжает регистрироваться. Пути перемещения актуализируются на индикации. В режиме слежения контроль состояния покоя, зажима и позиционирования не действует. После отмены режима слежения повторного реферирования оси не требуется.
Концепция фреймаФрейм это распространенное понятие для геометрического выражения, описывающего правило вычисления, к примеру, поступательное движение или вращение. На УЧПУ SINUMERIK фрейм выполняет перевод в программировании ЧПУ из одной декартовой системы координат в другую и представляет пространственное описание системы координат детали. Предлагаются:
Через концепцию фрейма декартовы системы координат могут быть очень просто преобразованы через смещение, вращение, масштабирование и отражение.
Операторы могут быть указаны в одной программе и многократно. Они могут заменять существующие смещения, но также и аддитивно добавлять новые. ATRANS аддитивное программируемое смещение нулевой точки AROT аддитивное вращение в пространстве или в плоскости AROTS аддитивное вращение относительно проекции пространственного угла в плоскости При наличии поворотных инструментов или деталей возможно очень гибкое оформление обработки, к примеру:
Генераторный режим (опция M60)С помощью функции "Генераторный режим" возможна кратковременная буферизация отключения питания или предоставление энергии для обратного хода. Для этого накопленная при вращении шпинделя или движении оси энергия рекуперируется в промежуточный контур по генераторному принципу.
Базовое соединение: „CP-Basic“ (опция M72)Эта опция предлагает:
Базовое соединение: „CP-Comfort“ (опция M73)Эта опция предлагает: → до 4 х простая буксировка и → до 4 раз „Синхронные шпиндели/многогранная токарная обработка“ и/или „Соединение по главному значению/интерполяция таблиц кривых“ и/или „Осевое соединение в системе координат станка". Дополнительно
Базовое соединение: „CP-Expert“ (опция M74)Эта опция предлагает:
Дополнительно:
Опция CP-Expert идет только в комбинации с NCU 720/730.
Базовое соединение: „CP-Standard“Уже в базовой комплектации:
Базовое соединение: „CP-Static“ (опция M75)Эта опция предлагает:
Базовые соединения (базовая комплектация/опции)Для базового (общего) соединения (coupling CP) осей/шпинделей предлагается 5 различных уровней мощности. Функциональность может масштабироваться через число ведущих осей к одной ведомой оси, через свойства соединения от простой функциональности до технологических отличительных особенностей и через одновременно активируемые типы соединений. Предлагаются опции CP-Static, CP-Basic, CP-Comfort и CP-Expert. Эти опции могут произвольно комбинироваться друг с другом.
Геометрические оси, с возможностью переключения в режиме online в программе ЧПУ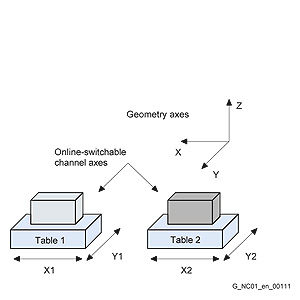
Гео-оси, переключаемые online Гео-оси образуют в ЧПУ соединение осей в канале для интерполяции движений по траектории в пространстве.
Через функцию "Переключаемые гео-оси" можно из программы обработки детали составить соединение гео-осей из других осей канала. Таким образом, можно без проблем управлять кинематикой станка с параллельными осями.
Окружная скорость шлифовального круга, постояннаяАвтоматический пересчет окружной скорости шлифовального круга в частоту вращения, которая зависит от актуального диаметра шлифовального круга. Эта функция может быть активна в одном и том же канале ЧПУ для нескольких шлифовальных кругов одновременно. Окружная скорость шлифовальных кругов контролируется.
Пакет для манипуляторов (опция S31)Для транспортно-загрузочных устройств пакет для манипуляторов предлагает недорогое решение:
Наложение маховика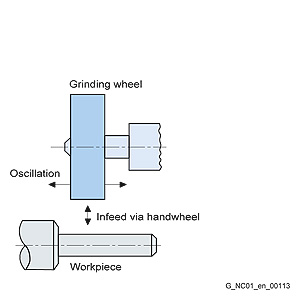
Наложение маховика в АВТОМАТИЧЕСКОМ режиме С помощью функции "Наложение маховика" возможно перемещение оси или наложение скорости на ось. Функция действует покадрово. Использование: шлифовальные станки
Винтовая интерполяция 2D+6 (спиральная интерполяция)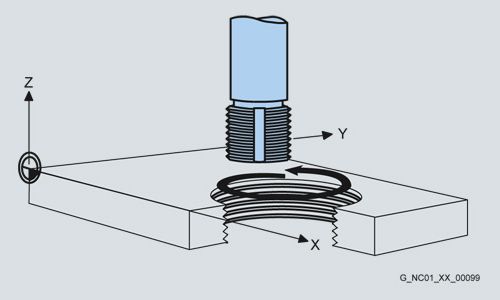
Винтовая интерполяция: резьбофрезерование с помощью профильной фрезы Винтовая интерполяция особенно подходит для простого изготовления внутренних или наружных резьб с помощью
При этом запрограммированная подача F по выбору относится только к круговому движению или к Наряду с двумя осями ЧПУ для круговой интерполяции, синхронно могут выполняться и другие линейные движения. Запрограммированная подача F относится к специально выбранным в программе осям.
Высокоуровневый язык программирования ЧПУДля различных технологических требований современных станков для SINUMERIK был разработан высокоуровневый язык программирования ЧПУ, обеспечивающий макс. свободу при использовании. Системные переменные Системные переменные ($.) могут обрабатываться в программе ЧПУ (чтение, частично запись). Системные переменные обеспечивают доступ, к примеру, к машинным данным, установочным данным, данным управления инструментом, запрограммированным значениям и актуальным значениям. Переменные пользователя Если требуется гибкое использование программы, то вместо постоянных значений применяются переменные и параметры. SINUMERIK предлагает возможность исполнения всех функций ЧПУ и адресов как переменных. Имена переменных могут свободно определяться пользователем. Через атрибуты дополнительно может быть задана защита доступа для чтения и записи. Тем самым возможно нейтральное и обзорное написание программ обработки деталей и гибкое оформление адаптации с соответствующим станком, к примеру, свободный выбор имен адресов осей и шпинделей. Переменные пользователя подразделяются на глобальные (GUD) и локальные (LUD) переменные пользователя. LUD могут быть переопределены через машинные данные в глобальные программные переменные пользователя (PUD). Они могут быть отображены или изменены в области управления "Параметры" через программную клавишу "Данные пользователя".
Для параметрирования программ ЧПУ пользователю предлагаются локальные переменные пользователя (LUD). Они могут быть переопределены в любой программе ЧПУ. С помощью этих переменных пользователь может выполнять удобное программирование и внедрять собственную философию программирования. Косвенное программирование Следующей возможностью универсального использования программы является косвенное программирование. При этом адреса осей, шпинделей и, R-параметров и т.п. программируются не напрямую, а адресация выполняется через переменную, в которую вносится требуемый адрес. Переходы в программе Благодаря реализации переходов в программе возможно очень гибкое управление ходом процесса обработки. Предлагаются условные и безусловные переходы, а также ветвления программы на основе актуального значения. Целью перехода являются метки перехода, которые записываются в начале кадра. Цель перехода может находиться до или после кадра, из которого выполняется переход. Координация программ (для нескольких каналов) С помощью координации программ можно управлять процессом обработки во времени при параллельной работе нескольких каналов ЧПУ через команды открытым текстом в программе обработки детали. При этом программы могут загружаться, запускаться и останавливаться без учета границ канала. Каналы могут синхронизироваться.be synchronized. Арифметические и тригонометрические функции С помощью переменных пользователя и R-переменных возможны различные функции вычисления. Наряду с 4 основными арифметическими операциями предлагаются:
Операции сравнения и логические операции Операции сравнения с переменными могут использоваться для формулирования условий перехода. Функции
В качестве логических операций предлагаются: И, ИЛИ, НЕ, ИСКЛЮЧАЮЩЕЕ ИЛИ. Эти логические операции могут выполняться и по битам. Техника макросов С помощью техники макросов отдельные операторы языка программирования могут объединяться в общий оператор. Этот сокращенный ряд операторов вызывается в программе ЧПУ под свободно определяемым именем. Макрокоманда обрабатывается согласно отдельным операторам. Управляющие структуры УЧПУ стандартно обрабатывает кадры ЧПУ в запрограммированной последовательности. С помощью управляющих структур – наряду с переходами в программе – могут быть определены дополнительные альтернативы и программные циклы. Команды обеспечивают структурированное программирование и хорошую читабельность программ:
Быстрые цифровые входы/выходы ЧПУ→ Путевые сигналы/механизм уставок С помощью функции "Быстрые входы/выходы ЧПУ" можно загружать или выводить сигналы в такте управления положением/интерполяции. Быстрые входы/выходы ЧПУ могут использоваться на станках, к примеру, для шлифования и лазеров, а также для SINUMERIK Safety Integrated.
Выходные сигналы возможны для:
HMI пакет программирования sl / HMI OA Runtime-лицензия программирование (опция P60)→ Пакет программирования SINUMERIK Operate / SINUMERIK Operate Runtime-лицензия Программирование
„IMD base“ (опция 6FC5800-0AN13-0YB0)Эта опция обеспечивает контроль на предмет "инструмент отсутствует" и дополнительно программирование допустимой границы перегрузки для инструмента. Параметрические значения, как и при контроле на предмет отсутствия инструмента, заучиваются при отладке программы и сохраняются в спец. для функции глобальные данные пользователя (GUD). При всех последующих прогонах программы заученные сигналы сравниваются с актуальными и не допускается перегрузка инструмента.
"IMD light" (опция 6FC5800-0AN12-0YB0)Эта опция пакета IMD обеспечивает контроль на предмет "инструмент отсутствует". Для этого в программе обработки детали должны быть выбраны и параметрированы проходы резца (переход Ускоренный ход ---> Подача) (CC_START_TASK( „MissingTool“, …, ...). К примеру, выбор "Момент шпинделя" или "Момент определенной оси". Момент может быть заучен при первом проходе (teachin). В производственном режиме инструмент принимается как имеющийся в наличии, если актуальный сигнал идентичен заученному сигналу. Если нет, то следует индивидуальная параметрированная реакция на ошибку (RESET, CANCEL, стоп шпинделя, стоп осей, ..).
Подключение периферии через PROFIBUS DPPROFIBUS DP это профиль протокола для децентрализованной периферии. Он обеспечивает быструю циклическую коммуникацию. Преимущества PROFIBUS DP: очень короткое время цикла шины, высокая доступность, безопасность данных и стандартная структура телеграммы.
Наклонная ось (опция M28)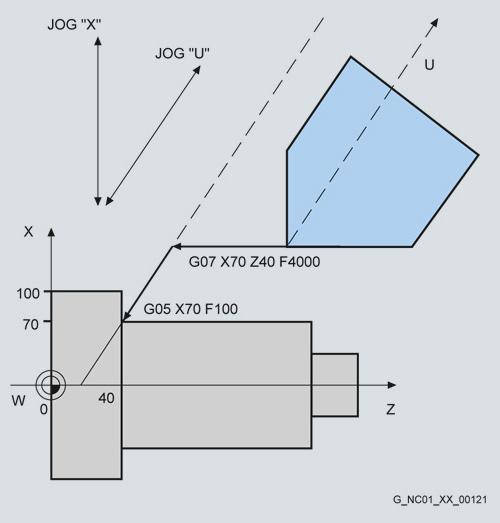
Шлифование с врезанием с угловой подачей: станок с не декартовой осью X (U) Функция наклонной оси реализует интерполяцию постоянного угла с учетом наклонной оси подачи (особо часто используется на кругло шлифовальных станках). Оси программируются и отображаются в декартовой системе координат. При G07 стартовая позиция для врезного шлифования с угловой подачей программируется с G05. В режиме работы JOG шлифовальный круг может двигаться по выбору декартово или в направлении наклонной оси U (выбор через DB канала).
Наклонная обработка с фреймами→ Концепция фрейма 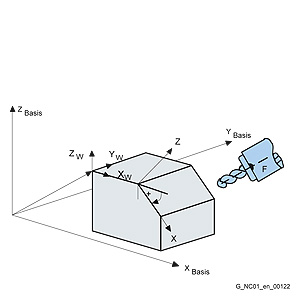
Наклонная обработка с фреймами Сверлильные и фрезерные обработки на поверхностях детали, которые не лежат в плоскостях координат станка, могут удобно выполняться с поддержкой наклонной обработки. Положение наклонной поверхности в пространстве может быть определено через вращение системы координат.
Встроенный контроль инструмента и диагностика „IMD“Компилируемый цикл "Integrated Monitoring & Diagnostics" это программный пакет с простым доступом к параметрам привода (движущий момент, значения датчика, заданная скорость, ..) и данным программы (запрограммированный ход, запрограммированная скорость, запрограммированный тип интерполяции, …) непосредственно в блоке реального времени УЧПУ. Функция предлагает интерфейсы к программе обработки детали (языковые команды), к PLC (быстрые I/O) и к HMI (файлы, GUD).
Промежуточные блоки для компенсации радиуса инструмента→ Компенсация радиуса инструмента Перемещение инструмента с выбранной коррекцией может быть прервано ограниченным количеством промежуточных блоков (блок без движения оси в плоскости компенсации). Допустимое количество промежуточных блоков можно задать в параметрах системы.
Обработчики прерываний с быстрым отводом от контура(опция М42)"Обработчики прерываний" это специальные подпрограммы, которые могут запускаться через события (внешний сигнал) из процесса обработки. Выполняемая программа обработки детали прерывается. Позиция прерывания осей сохраняется автоматически. Также возможна буферизация актуальных состояний, к примеру, G-функций и актуальных смещений (механизм SAVE), поэтому последующее продолжение программы с места прерывания не является проблемой. Для обработчиков прерываний предлагается по 4 дополнительных программных уровня, т.е. обработчик прерываний может быть запущен еще на 8-ом программном уровне и может иметь ветвления до 12-ого программного уровня.
Обратная по времени подачаУ SINUMERIK вместо скорости подачи для движения оси с G93 может быть запрограммировано время, необходимое для хода траектории одного кадра (мин-1)
Эвольвентная интерполяция (опция M21)С помощью эвольвентной интерполяции можно запрограммировать спиральный контур в форме т.н. эвольвенты в одном кадре ЧПУ, вместо нескольких аппроксимативных отдельных кадров. Благодаря точному математическому описанию контура может быть достигнута более высокая скорость движения по траектории тем самым сокращение времени обработки. Тем самым удается избежать фасок, которые могут возникнуть из-за грубых полигонов. Кроме этого, при эвольвентной интерполяции конечная точка может не лежать точно на определенной через стартовую точку эвольвенте, а через машинные данные может быть задано макс. допустимое отклонение.
Список заданийЗдесь для каждой детали, которая должна быть обработана, может быть создан "список заданий" (список загрузки) для расширенного выбора детали. Этот список содержит операторы, осуществляющие следующую подготовку для выполнения программ обработки детали, в том числе и для нескольких каналов:
Можно сохраняться и собственные шаблоны для списков заданий. После загрузки и выбора списка заданий, со стартом ЧПУ обрабатываются все необходимые для изготовления детали программы и данные.
Сигнал включения лазера, быстрый (опция M38)Для быстрой лазерной обработки, к примеру, диафрагм с отверстиями, реализуется автоматическое, очень позиционно-точное включение и выключение лазера. При условии, что все движения, при которых лазер должен быть выключен, проходятся с ускоренным ходом G0, сигнал включения для лазера может быть связан передним или задним фронтом G0 соответственно.
Компенсация погрешности ходового винта/измерительной системыСреди интерполяционных компенсации у УЧПУ SINUMERIK различаются:
В основе принципа косвенного измерения на станках с ЧПУ является то, что в любом месте в пределах диапазона перемещения шаг шариковинтовой пары остается постоянным, поэтому фактическая позиция оси может быть выведена из позиции приводного шпинделя (идеальная ситуация). Но из-за производственных допусков для шариковинтовых пар, возникают большие или меньшие отклонения от номинальных размеров (погрешность ходового винта). Сюда же добавляются обусловленные используемой измерительной системой отклонения от номинальных размеров и ее монтажные допуски на станке (погрешность измерительной системы) и другие возможные, зависящие от станка источники ошибок.
Контроль конечных выключателей
Обзор конечных ограничений Аппаратные конечные выключатели ограничивают перед аварийным выключателем как цифровой вход через интерфейс PLC область перемещения осей станка. Торможение выполняется либо как быстрое торможение с заданным значением ноль, либо по характеристике торможения. Оси должны двигаться свободным ходом в режиме работы JOG в обратном направлении. После Preset программные конечные выключатели более не действуют. Вторая пара программных конечных выключателей плюс/минус может быть активирована через PLC.
Линейная интерполяцияПод "линейной интерполяцией" понимается расчет ЧПУ точек на прямом участке между запрограммированной начальной и конечной точкой. Ограниченная функциональность вариантов УЧПУ Export: Число осей, одновременно выполняющих интерполяцию, ограничено 4
Look Ahead→ Режим управления траекторией с программируемым интервалом перешлифовки 
Сравнение характеристик скорости с точным остановом G60 и режимом управления траекторией G64 с Look Ahead на коротких участках пути При обработке сложных контуров в большинстве случаев получаются кадры программы с очень короткими движениями по траектории и формой кривой с часто острыми краями. Если такой контур обрабатывается с постоянной запрограммированной скоростью движения по траектории, то не удается достичь оптимального результата обработки. С помощью функции Look Ahead благодаря "опережению" на параметрируемое число кадров перемещения, достигается оптимальная скорость обработки. При тангенциальных переходах между кадрами разгон и торможение выполняются и за границы кадров, поэтому провалов скорости не возникает. При характере изменения траектории с острыми краями, зашлифовка контура уменьшается до программируемого размера хода.
Упреждающее выявление нарушений контура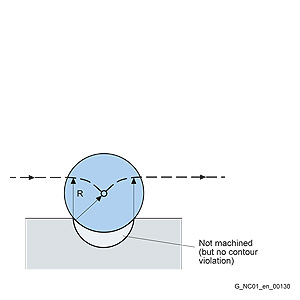
Поведение при радиусе инструмента > радиуса окружности При включенном контроле столкновений CDON (Collision Detection ON) и активной коррекции радиуса инструмента, в УЧПУ контролируется через опережающее вычисление контура путь инструмента. Благодаря этому удается своевременно распознавать возможные столкновения и активно предотвращать их через УЧПУ.
Каналы обработки (опция C11-C19)→ Режим группа Время простоя может быть уменьшено посредством применения параллельного движения в канальной структуре , например, такого как загрузка портала во время обработки. Канал обработи должен рассматриваться как отдельное ЧПУ с декодированием, подготовкой блоков и интерполяцией. Структура канала позволяет выполнять индивидуальные программы одновременно и асинхронно. Соответствующий канал со своими экранами выбирается на панели оператора кнопкой выбора каналов. Программы обработки могут быть выбраны и запущены для каждого канала. Каждый канал может работать в своей группе режимов. Дополнительные каналы обработки являются опцией. Один канал обработки доступен в базовой версии. С опциями С11- С19 количество каналов может быть увеличено до 10.
Пакет 5-осевой обработки (опция M30)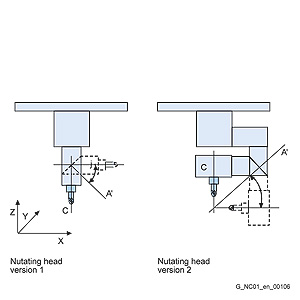
Карданная фрезерная головка Задачи 5-осевой обработки, к примеру, фрезерование поверхностей произвольной формы, могут быть решены просто и удобно
Ограниченная функциональность вариантов УЧПУ Export: невозможно
Пакет 5-осевой обработки, дополнительная функция "7-ая ось" (опция S01)Эта опция в комбинации с "Пакетом 5-осевой обработки" позволяет выполнять 7-осевую интерполяцию. Благодаря этому возможно, к примеру, избыточное вращение детали в рабочем пространстве при одновременно активной 5/6-осевой инструментальной кинематике. Пример использования: Fiber Placement Maschinen в самолетостроении.
Пакет фрезерной обработки (опция M26)
Пакет фрезерной обработки содержит опции „Пакет 5-осевой обработки“, „Многоосевая интерполяция“, „Сплайн-интерполяция для 5-осевой обработки“ и „Коррекция инструмента 3D“.
Программирование рабочих операция (опция P04)Графическое программирование осуществляется с помощью графического интерактивного редактора рабочих операций. При этом каждая строка программы представляет одну технологическую рабочую операцию (к примеру: плоское фрезерование, центрирование, сверление, нарезание внутренней резьбы) или необходимую для рабочих операций геометрическую информацию (образцы позиций или контуры). Все требуемые технологические и геометрические параметры вводятся в диалоговые маски. Простое, интуитивное программирование в рабочих операциях может быть в любое время очень гибко расширено посредством ввода DIN/ISO-кадров. 
Отличительные особенности:
Вызов главной программы из главной и подпрограммыЧасто повторяющиеся процессы обработки сохраняются в подпрограмме. Вызов подпрограммы осуществляется из главной программы (число прогонов ≤9999). Возможно одиннадцать уровней подпрограмм (включая уровни для обработчиков прерываний) в главной программе. Главная программа также может быть вызвана из другой главной или подпрограммы.
Manual machine (опция P11)Для тех, кто раньше работал на обычных станках, но и для опытных операторов станков с ЧПУ, которые частоты выполняют только отдельные технологические операции на станке, предлагается функция "Manual machine". После запуска станка сразу же появляется первичный экран "РУЧНОЙ РЕЖИМ" с возможностями прямого выбора обработки без необходимости создания программы обработки детали.
Соединение по главному значению и интерполяция таблиц кривых (опция M20)→ Измерение ступень 2; синхронные шпиндели 
Пример для циклических станков: летучая пила Для специальных технологий (прессы, автоматические линии, печатные машины и т.п.) при чередовании механических, циклических задач по переносу через электронную функциональность в автоматическом режиме постоянно необходимы функции соединения и разъединения между ведущими и ведомыми осями. Для этого к функции "синхронный шпиндель" добавляется функция "соединение по главному значению". Тем самым и линейные ведущие и ведомые оси могут соединяться через таблицы кривых в программе ЧПУ. Мягкое соединение предотвращает скачок скорости при включении ведущей оси. Электронная интерполяция таблиц кривых заменяет прежние дисковые кулачки при управлении циклическими станками.
Осевые циклы и синхронные вычисления выполняются в такте IPO. Для фиксации кромок проходящих деталей, а также для измерения печатных меток (к примеру, для протягиваемой пленки) используется. к примеру, измерение из синхронных действий. Ограниченная функциональность вариантов УЧПУ Export: Число одновременно движущихся осей ограничено 4.
Master-Slave для приводов (опция M03)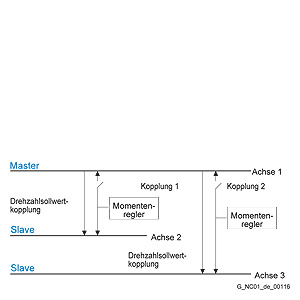
Пример: ось 1 одновременно мастер-ось для оси 2 и оси 3 Master-Slave для приводов необходима тогда, когда два электрических привода механически постоянно соединены с одной осью. При таком соединении регулятор моментов обеспечивает точно одинаковый момент обоих приводов, чтобы двигатели не работали друг против друга. Для достижения натяга между приводом Master и Slave, на регулятор моментов может быть включен устанавливаемый через машинные данные момент натяга. Примеры использования:
Одна ось может быть мастер-осью и для нескольких соединений.
Измерение кинематики (опция P18)Функция „Измерение кинематики" обеспечивает калибровку кинематических структур 5-осевых станков. Теперь SINUMERIK 840D sl может автоматически и быстро определять параметры кинематических трансформаций цифровых или точно устанавливаемых вручную круговых осей. Функция идеально подходит для первоначального ввода в эксплуатацию, т.к. не требуется схемы станка с проставленными размерами. Кроме этого, функция может использоваться для регулярного контроля производственного процесса, если требуется высокая точность.
Измерительные циклы (опция P28)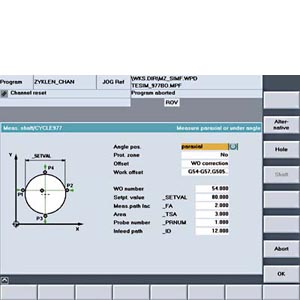
Пример: измерение вала
Пример: измерение 2 углов для определения положения плоскости в пространстве
При измерении инструмента, установленный инструмент, на токарных станках обычно в револьвере, подводится к измерительному щупу, который либо жестко закреплен, либо с помощью механического устройства поворачивается в рабочее пространство. Полученная автоматически геометрия инструмента вносится в соответствующий блок данных коррекции инструмента. Для измерения детали, измерительный щуп как инструмент подводится к зажатой детали. Благодаря гибкой структуре измерительных циклов, возможно решение практически любых задач измерения на токарных или фрезерных станках. Измерительные циклы для токарных станков
Измерительные циклы для фрезерных станков и обрабатывающих центров
Функции измерения/измерительные циклыФункции измерения могут выполняться как спец. для канала с участием всех запрограммированных в кадре измерения осей, так и в осевом режиме из программы обработки детали или из синхронных действий за границы кадра ЧПУ. Измерительные циклы это подпрограммы для решения определенных задач измерения на инструментах или деталях. Благодаря вводу значений в предопределенные параметры они могут удобно использоваться.
Преимущества функций измерения и измерительных циклов обеспечивают точность обработки, сокращают вспомогательное время, исключают источники ошибок и способствуют дальнейшей автоматизации производственного процесса.
Измерение ступень 1До двух контактных измерительных щупов может быть подключено к УЧПУ одновременно. При спец. для канала измерении активация процесса измерения для канала ЧПУ всегда выполняется из программы обработки детали, которая работает в соответствующем канале. В процессе измерения участвуют все запрограммированные в кадре измерения оси. Результаты измерения могут быть считаны в программе обработки детали как системе координат станка, так и в системе координат детали. Отклонение измерительного щупа можно проверить через опрос переменной и вывод на интерфейс PLC и установить реакции на это в программе обработки детали. Расширенная функциональность (к примеру, осевое измерение, обработка до 4 пусковых событий и циклическое измерение ) предлагается с опцией "измерение ступень 2" (опция M32).
Измерение ступень 2 (опция M32)В то время, как функция измерения для кадров движения в программе обработки детали ограничена одним кадром соответственно, функции измерения из синхронных действий могут включаться в любой момент, независимо от программы обработки детали. Изменяемые события могут быть согласованы в кадре ЧПУ с осями. При одновременном измерении возможна обработка до 4 пусковых событий на такт управления положением. Измеренные значения считываются как функция трех параметров – измерительный щуп, ось и измерительный фронт. Результаты измерения могут быть запротоколированы как файл. Измерительные циклы (опция P28) содержат стандартный протокол, который может свободно конфигурироваться пользователем.
Возможность переключения измерительной системы 1 и 2Для специальных приложений, с одной осью может быть согласовано два измерительных датчика, к примеру, одна прямая измерительная система для процесса обработки с высокими требованиями к точности, и одна косвенная измерительная система для быстрых задач позиционирования. Переключение между измерительными системами 1 и 2 осуществляется через PLC.
Компенсация погрешности измерительной системы→ Компенсация погрешности ходового винта/измерительной системы
Группа режимов работы ГРР (опция C01-C09)Группа режимов работы ГРР объединяет каналы ЧПУ с осями и шпинделями в обрабатывающий узел. ГРР содержит каналы, которые с точки зрения процесса обработки всегда должны работать одновременно в идентичном режиме. Функции контроляУЧПУ содержат постоянно активные контроли, заранее определяющие неполадки в ЧПУ, PLC и на станке для исключения повреждений детали, инструмента или станка. При неполадке процесс обработки прерывается и приводы останавливаются.
Синхронные действия движения→ Синхронные действия
Много осевая интерполяция (> 4 интерполирующих осей) (опция M15)Число интерполирующих осей может быть увеличено и ограничивается опционными и машинными данными и числом имеющихся в канале осей. Ограниченная функциональность вариантов УЧПУ Export: невозможно. Многоканальная индикацияВ области управления "Станок" через клавишу M можно выбрать либо одноканальную, либо многоканальную индикацию. При многоканальной индикации отображается только информация по каналам, управление каналами осуществляется в одноканальной индикации. При многоканальной индикации возможно переключение приоритетов управления, управление полосами прокрутки и выбором окон, но внесение изменений в данные каналов ЧПУ невозможно. Во всех канала постоянно совместно отображаются один и те же окна. Т.е. программные клавиши для переключения окон всегда действуют на все отображенные каналы. При многоканальной индикации в верхнем окне отображаются фактические значения осей, а в нижнем окне меню выбора (значения T/F/S, программные кадры) в зависимости от нажатых программных клавиш.
Многократная установка различных деталей (опция P14)На рабочем столе может быть зажато несколько одинаковых деталей. С помощью функции "многократная установка" из графической программы требуемой отдельной обработки создается общая программа. В этой программе этапы обработки расположены таким образом, что число смен инструмента (и тем самым вспомогательное время) сокращается до минимума. 
С помощью этой функции может быть достигнута экономия времени при изготовлении не только одинаковых , но и различных деталей в нескольких тисках или зажимных приспособлениях.
Несколько подач в кадреС помощью этой функции, в зависимости от внешних цифровых и/или аналоговых входов ЧПУ, до 6 различных значений подачи, время ожидания, а также обратный ход могут быть активированы в одном кадре ЧПУ синхронно с движением. Входные сигналы собраны в одном входном байте с постоянным функциональным назначением. Запуск обратного хода выполняется на заранее определенную величину в течение такта IPO. Движение обратного хода или время ожидания (к примеру, время выхаживания при шлифовании) приводят к стиранию оставшегося пути.
Число прогонов подпрограммыДля того, чтобы выполнить одну подпрограмму последовательно несколько раз, в кадре с вызовом подпрограммы по адресу P можно запрограммировать требуемое число повторений программы (диапазон значений: 1 до 9999).
|
| Каталог 2018 | Каталог 2017 | Каталог 2016 | Каталог 2015 | Каталог 2014 | Каталог 2013 | Каталог 2012 | Сертификат | Контакты | Карта сайта | Поиск |